




Manufacturing Productivity – Workshop 1 (Situation Assessment)

The Appleton Greene Corporate Training Program (CTP) for Manufacturing Productivity is provided by Mr Greene Certified Learning Provider (CLP). Program Specifications: Monthly cost USD$2,500.00; Monthly Workshops 6 hours; Monthly Support 4 hours; Program Duration 12 months; Program orders subject to ongoing availability.
If you would like to view the Client Information Hub (CIH) for this program, please Click Here
Learning Provider Profile
Mr. Greene is a Certified Learning Provider (CLP) at Appleton Greene and has managerial experience in manufacturing, industrial engineering, and R&D.
He has achieved a Bachelor of Science in Industrial Engineering and been a registered Professional Engineer in three states.
He has industry experience within the following sectors: Manufacturing, Pharmaceuticals, Consumer Goods; Fast Moving Consumer Goods, and Food & Beverage.
He has had commercial experience within the following countries: United States of America, more specifically including Dallas, Salt Lake City, Las Angeles, Irvine, and San Diego California: and in Buenos Aires Argentina and Rio de Janeiro Brazil.
His personal achievements include: Headed division or corporate industrial engineering for three Fortune 250 companies; ITT Latin America, Abbott Labs, and Ray-Ban when it was a division of Bausch & Lomb. Authored nine books and written dozens of articles relating to productivity.
His service skills incorporate: productivity of direct and indirect labor, production management, cost reduction, process improvement, facility planning and layout.
To request further information about Mr. Greene through Appleton Greene, please Click Here.

MOST Analysis

Mission Statement
There are three specific missions for workshop number one.
The first mission is to describe manufacturing productivity, and to present several mechanisms which will allow improvement in a variety of manufacturing circumstances.
The second mission is to assess the as-is conditions in the client operations.
In particular we will want to identify high priority conditions and high value problems so that future workshops can focus on these elements, and utilize the tools and processes explained in those workshops to improve the issues.
This particular time in history seems to provide manufacturing with some unique twists to issues they routinely experience. The third mission of this workshop and of the program of manufacturing productivity will both recognize current factors that offer challenges and seek options for improvement accordingly.

Objectives
1. Present a broad review of the subject of productivity
2. Amplify productivity, as to the particular processes and tools which are available for use. Establish that productivity is not just for the production floor, but starts with management and corporate choices and direction, and extends through support functions.
3. Assess current as-is circumstances and conditions which can influence manufacturing productivity through a series of questions and evaluations. Discuss findings of the assessment and suggest the relative priority and value of any issues identified. More narrowly, focus on processes, or tools in the tool belt, which enable manufacturing productivity improvement.

Strategies
1. Present an outline of productivity, which is defined as output divided by input. Point out that, from this definition, any action, within any function, to increase output or to reduce input will result in increased productivity.
2. Consider factors which, in 2022, affect manufacturing in unique ways. Identify those factors expected to have especial significance for the client.
3. Fill out questionnaires which relate to current aspects of manufacturing productivity in client operations. Understand how these particular manufacturing issues relate to productivity. Mark those that are of high value and priority so we can be sure to address them in the workshops.

Tasks
1. In advance of this workshop the leader will provide a series of questions to the client. The questionnaire will be designed to assess different factors which typically have an effect on productivity in manufacturing.
2. The client is requested to identify the functional organization which will be responsible for work measurement. It is most practical to have one organization to perform work measurement, to develop rates, to maintain historical files, to distribute approved standards to other departments who would use them in their operations. The leader for this organization would be expected to attend workshops.
3. The client is requested to have its knowledgeable people to fill in the assessment forms in advance, as they will be a major topic of discussion during workshop # 1. As answers are supplied, participants discuss those which may need attention, and set their priority and potential impact.
Introduction

Welcome to the workshop for Manufacturing Productivity. We appreciate that you have found the time to fit this learning experience into your schedule, and that the company thinks well enough of your talents and capabilities to include you in the participants.
Productivity is a well-established subject in manufacturing of course, and you may well consider yourself well qualified on the subject already. It is a very broad subject, with many aspects, and especially at this time in history it is evolving quickly both in the challenges we face and in the technology we have available to address possible solutions.
This program does not pretend to offer a magic solution, a silver bullet, to deliver productive solutions to every project immediately. What Manufacturing Productivity will do is present a wide variety of processes, both time-tested and quite modern, to identify and accomplish productivity improvement.
If there is any one overriding concept to this program, it is that productivity potential is widespread throughout a manufacturing organization, both in the range of opportunity and in the range of people who can contribute. Direct labor is often the primary or even sole target of productivity improvement; this program will demonstrate that many other options are available and practical as well.
And to accomplish those improvements in the year 2022, which from at this standpoint seems like a challenge in itself, doesn’t it?
Since productivity reaches into all areas of manufacturing, it follows that different organization groups, and people with different responsibilities, will benefit from different processes and tools. The Manufacturing Productivity program is structured to present to all individuals, whatever their function or responsibility, a variety of useful information.

Some history and direction
Manufacturing productivity doesn’t have a long history, going back only to the start of the industrial revolution. The major productivity influences early-on were inventions, the printing press even before the industrial revolution, then mass production, the cotton gin, and devices to bore the barrels of firearms, to name a few which have had a disproportionate influence on civilization.
In the late 1800s, Frederick Taylor used a stopwatch, studied bricklayers, and improved methods. Other early pioneers were Frank and Lillian Gilbreth, who used work measurement but started to consider the other factors of productivity as well.
As mentioned, when discussing productivity many think immediately of direct labor. Well, that was the focus early as Taylor and the Gilbreths specialized in work measurement in manufacturing. Although Taylor called his concept Scientific Management, and Frank Gilbert in 1916 pointed out the value of removing waste from any task. (“Non-value added” is another way to describe waste.) And we all know that removing waste is one of the two pillars of the highly regarded Toyota Productivity System written half a century later. (What is the other pillar? It is respect for humanity. This program does remember that, and practices it,)
But productivity is not just labor. Let’s get technical for a paragraph. Any definition of productivity must define the factor which is productive. And manufacturing certainly has quite a number of factors which influence productivity; labor productivity is one of the primary ones. A comprehensive measure which fits the bill well is called multifactor productivity (MFP), or total factor productivity (TFP). Either is a measure of economic performance which compares the amount of goods and services produced (output) to the amount of combined consumed to produce the goods and services. Labor, capital, energy, materials, and purchased services are inputs, and very complex inputs to be sure.
Since by definition productivity includes a large number of factors, this program will resolve issues other then just what happens on the production floor. We will thoroughly deal with the production floor, rest assured. But since productivity is highly dependent on management decisions and strategy, capital and therefore automation, some sessions will be dedicated to those subjects, offering multiple good options, both modern and golden oldies, for use.
Among all of the possible factors that affect productivity however, direct labor is still a vital element. Labor has a cost of its own, and even if labor cost is not a large percentage, the major function of labor is to operate equipment and processes efficiently and to optimize their capability. So, we will start there, after first assessing the as-is situation.
However, if you seek a program laden with technology or buzz words, this isn’t it. (But all are fully appreciative of the electronic devices now available to measure, control and calculate.) This program, Manufacturing Productivity, zeros in on the heart of manufacturing, namely what happens on the production floor, the warehouse dock, the machine shop site. And many of the processes and techniques that are so very useful on the production floor go back to Taylor, who practiced them over a century ago. Since manufacturing has learned over the years, we will add in those recent factors that have proved effective.
Manufacturing Productivity is composed of a large number of processes, strategies, actions, and analysis which may not have much in common, other than that they have proved to be useful to increase productivity in actual fact. Most of these processes are of a stand-alone variety, in that they do not depend on another process.
Work measurement is basic to labor productivity and is also a technique with which some other processes operate, so work measurement techniques will be the focus in workshop number two.
An essential purpose of the assessment workshop is to identify the value and priority to which the client assigns to an issue or shortcoming, so that a useful process may be selected which will contribute to productivity in a particular area, in sequence.
By the way, work measurement is just as effective in the office, the lab, the maintenance shop, the field, the customer service unit, and the warehouse as it is on a production floor. These processes are transportable, apply them wherever there are repeatable tasks.
While we attend this workshop, we will not forget that we are in the year 2022, and the unique circumstances that this year brings as, hopefully, we are emerging from a pandemic but still face international political uncertainty and interruptions to the supply chain. Today the situation in international trading is a significant concern. There are logistical concerns, due to or at least blamed on, the COVID epidemic; worldwide demand has been affected and individuals are prevented from working; there may be a shortage of oceangoing vessels, or a backup at seaports, individuals may choose to work remotely. There are broader implications too, international tensions and the supply chain imbalances each of which may be short- or longer-term issues.
Typically, in the manufacturing productivity arena, one size does not fit all. In 2022 that admonition seems even more important, so Manufacturing Productivity offers a wide variety of straightforward processes; differentiated and specialized, simple enough to install rapidly. The processes will often be called tools, as in tools in a tool belt.

Workshops will afford theory and practice to implement the processes and observe their benefits. In earlier workshops as we zero in on the workplace, we will present the process of work measurement itself, to equip the practitioners of work process to perform their tasks correctly and objectively. Another workshop will provide a process to remove waste, to find and eliminate non-value added activity. A workshop will address constraints, those factors that holds back productivity. Initially one might think of a physical constraint, a piece of equipment that does not index quickly enough, or a tank that is not large enough, or a shortage of trained labor, or a building that is not sized properly. But also during this constraints workshop, we will get a taste of the broader aspects, procedural or strategic initiatives, that may have an effect on productivity.

Broader aspects of management strategy will also be considered in workshops, relating to the country of origin for component parts or products; relating to facility planning concepts such as when and how to consolidate or to expand. These broader strategic questions do not arise very often, but in 2022 perhaps they have a larger relevance than in a more stable time in history. When these topics are addressed, the process will not be extremely detailed, but broad practices and principles which apply will be presented.
And, on the subject of productivity, we come to the organizational question, just exactly how does all of this productivity effort come together, who does it, on what priority.
Yet again this particular question does not have one simple answer that always applies. It will depend on the organization as to just where this activity is placed, for instance.
An excellent choice is to organize and center productivity in one department, to administer functions which contribute to productivity. There is a later section that addresses the administration, offering insights and essentially a process that you can implement in your own organization to achieve a department whose objective is to administer productivity.
Manufacturing Productivity is a one-year leadership program with monthly workshops that will focus on specific subjects each month. This month, participants will learn concepts that have to do with the broad scope of productivity, just what functions can contribute, and some targeted processes to apply immediately to achieve results on the most urgent and fruitful issues.
The final element of this introduction, and half of it, is the introduction to a key component that runs all the way through this 12 months program and that is work measurement. Work measurement has a value in itself because engineered standards result in fewer man hours then unmeasured work. In addition the work measurement practice of direct observation of a task is the tool routinely used in order to implement other processes in the pursuit of productivity improvement.

Time Study and Work Measurement, An Overview
In workshop #2, the entire session will be devoted two training those who will practice work measurement in this organization. That day will be completely devoted to a detailed analysis Of work measurement and all of its practices and ramifications. This section of workshop #1 is also devoted to work measurement, but on a more general basis, an overview.
In any organization where people or equipment contribute to output, customer service, or cost work measurement is the objective basis for many management tools, not only after-the-fact but also in dynamic evaluation. Work measurement is the first step to:
• define the amount of value added activity to be expected
• determine staffing levels as output levels vary
• calculate actual capacity the operation can produce
• assign and schedule work to people and equipment
• offer pay related to output, labor incentives
• develop standard cost models for products and services
• balance lines or work groups for optimum performance
• analyze variance to find problems
• identify and manage constraints, equipment, process, facility
• justify equipment and automation acquisition
• meet the Sarbanes Oxley Act for financial understanding of costs
• quantify the performance of products in the field, including your own
Work Measurement is just as effective in the office, the lab, the maintenance shop, the field, the customer service unit, and the warehouse as it is on a production floor.
1. History, the giants of our trade.
Frederick Taylor is called the father of scientific management. In the late 1800’s he performed the first time studies, and related methods and the time to perform them.
Frank and Lillian Gilbreath. The parents of the Cheaper by the Dozen story, jointly and individually responsible for modern time study practices. Lillian outlived Frank by many years and was a prolific contributor to many other disciplines in addition to industrial engineering.
2. Terms and applications
Note that there is no inherently right or wrong work measurement technique; each can have a place where it is superior to others. Some techniques will fit your application, while others will be unlikely to achieve the accuracy and cost objectives.
a. What comes first, methods or work measurement?
This is a chicken-and-the-egg question which implies a linear relationship. In fact, methods and work measurement are a circular progression; perform one then the other alternately over time. If you start with methods improvement, quickly you will want to evaluate methods and you will have to time them to compare. Start with measurement, quickly you will identify other methods and will have to choose one. When Frederick Taylor wrote the book on work measurement in the late 1800’s, one of his first revelations was the relationship between methods and the time to perform them. As you take your own studies, you will confirm the relationship.
The only bad choice is to fail to start somewhere.
Taylor invented the concept of “The one best way” and the Gilbreths emphasized it as well. Their objective is to find the one best way, and require that operators follow that way. In these less rigorous times, a tendency may be to allow leeway in an operator’s motion pattern. But one standard method is required in the pharmaceutical industry, and electronics, where an operator’s ad lib can literally be a matter of life or death. A company is better off with “The one best way” for all the right reasons.
There is always a better way”, not a contradiction but a necessary corollary. Each workshop will name a list of better ways, which can become the “one best way” until another is proven and adopted.
b. Observation time study;
stop watch The original idea was to observe work, time how long it took and write it down. Although there are now better equipment and technical nuances, that is still the idea.
The elements of work on a production floor usually repeat, often quite rapidly. Work elements in an office, a lab, a maintenance facility, a construction unit may not repeat as frequently. In both cases the work can be observed and recorded. Work measurement may be of an operator, a machine, a process, a movement, any element of work.
c. Predetermined times, MTM, MSD, Modapts
Predetermined times are proprietary systems that have over long observation developed the amount of time required for basic motions.
d. Electronic mechanisms e. g. cell phones, pads, and specialized software.
Several software products are on the market, designed to operate on cell phones and pads. Electronic systems reduce the engineering time in several ways and improve accuracy, especially for repetitive studies.
e. Work sample, random sample, the old term “ratio delay”.
Originally ratio delay determined the amount of work, and of delay, through work observation at random times, not continually.
Please note that continuous time study is also a work sample; it is just all at once whereas random sampling is spread out over a longer time. There is little difference in philosophy, just in logistics.
f. Pace rating, high task, low task

“Performance” is Affected by Several Factors
One is effort, how hard a person works.
Two is skill, because a skillful person will produce more at less effort than a hard working beginner.
Three is methods. Correct methods must be determined, and the people trained.
Fourth is practice opportunity, or learning curve. Learning curve applies to individuals because a person never stops improving; the rate of improvement will decrease but not stop. The practical aspect of learning curve is that hand motions will become more and more smooth, and will repeat without conscious thought, through muscle memory. Motions become “ballistic”, arced, rather than straight lines and turns.
Five is motivation. Even skillful trained workers can often increase performance when motivated through pay, pride, challenge, or other physical or emotional urge.
Six, and an ingredient of all, is quality. Experience indicates that the most skillful operators are the ones with the highest quality; speed does not automatically causes a drop in quality. It may do so, but not with a skillful operator.
1. Pace Rating
A skillful industrial engineer will be able to observe an operator during time study and apply pace rating. The engineer will use a watch to record times, then multiply the observation by pace rating to create what is called “allowed time” for a task. Allowed time is the time required for an average (but trained) operator working at average skill and effort to perform a given task. If an operator takes ten seconds to do an element and is rated at 120%, the allowed time is 12 seconds.
Different portions of a job may be done with different skill and effort, so apply a pace rating to each job element.
2. Cyclical and Non-cyclical Elements
Elements which are performed for each cycle are easy to observe and account for. Necessary but non-cyclical work such as set up, put away, clean, material handle containers in and out, also must be observed and built into a standard at the frequency with which they occur.
3. Other comments
Rates should be set so that 100% is the expectation. There is something “magic” about 100%, so don’t expect 95% or 87%, but 100%.
g. Standard data, a formal collection of information from your particular operation.
h. Incentives, measured day work, engineered standards, reasonable expectancies
“Engineered standards” is the term for data which has been objectively and rationally collected for the purpose of definition and control of operations. It can include labor, equipment and capacity expectations and cost information. Incentives, measured day work, and reasonable expectancies are the three most common labor work measurement techniques.
Incentives are a system to pay for output. More output that meets quality specs, more pay.
i. “Allowances” must be built into any engineered standard.
Allowances will include the time management permits for break, rest rooms, water. They may allow a factor for heat or cold during the job, or heavy loads, or awkward work positions.
j. Direct and indirect labor alike may be measured in the same manner
Do people contribute to output, customer service, or cost? Their activity can be measured.
k. Machinery, products, processes, techniques, constraints alike may be measured in the same manner
Products can be observed, yours or your competitors. Is the new improved version really improved in operation? Can you claim an advantage over the competition? Does a comparison show up a shortcoming that can be overcome? Work measurement can provide objective data as a first step in an action plan.
l. Accuracy
In any kind of work measurement, more observations will generate better accuracy. This is because work measurement is a statistical technique, in which one takes a sample and extrapolates conclusions.
There is an accuracy level that is appropriate for your budget and measurement objectives. Generally a higher accuracy is advised for incentives, but a lower level may be acceptable for measured day work and reasonable expectancies.
Caveat
Lest it appear from these accounts of success which result from observation and work measurement, let’s be clear that in some situations, results are not expected to be as successful as in others. These include: agriculture, troubleshoot, keyboard and monitor work if the process involves interaction with a customer. In a factory, preventative maintenance can benefit from work measurement but demand maintenance or repair to fix an unknown problem is unpredictable.
Executive Summary

The Introduction develops the premise that productivity is a complex topic and stated that most if not all of the segments of an organization can contribute. This Executive Summary, and the overall program, will affirm those propositions, list particulars of processes shown to be effective in advancing manufacturing productivity, and outline the roles of organizations who are likely to participate. Within the twelve workshops, productivity processes are presented which are intended to influence, positively, essentially every function of a manufacturing entity, from direct labor and materials through support and management.
Since productivity reaches into all areas of manufacturing, it follows that different organization groups, and people with different responsibilities, will benefit from different processes and tools. The Manufacturing Productivity program is structured to present to all individuals, whatever their function or responsibility, a variety of useful information. Few individuals will attend all workshops, which will address the full range of productivity. Practitioners on the production floor will learn one set of skills, executives another, in the individual workshops.
The Preliminary Analysis outlines the topics and attendees for workshops, which will elaborate on targeted processes known to contribute to productivity throughout the organization.
This instruction program will endeavor to identify clearly not only how productivity processes are utilized, but also just how they are most effective, for what purposes, and under what circumstances.
We will find that these processes are not closely dependent on one another for their effect. Select the tool to fit the objective, and it often will not require extensive knowledge of other tools to be successful. One exception to this guideline is that work measurement is often used to facilitate gathering of data, to understand a targeted activity and develop useful alternatives.
The Executive Summary will explain productivity theory and purpose for both this workshop, and in summary for the entire program as well. So that participants don’t have to wait, the manual sections for today, early on, will contain some of the most useful ideas; learn them today and put into effect the ones which fit today’s important issues. The detail will be more precise in later sessions, but we’ll bring the basic concept out today.

First, What do we mean by productivity and who can contribute?
Productivity is defined as output divided by input, so any action which increases output or reduces input will increase productivity.
Productivity improvement is often considered to be restricted to the production floor. But manufacturing productivity has many moving parts, factors which have a direct bearing on shopfloor productivity. As a result, essentially any department whether direct or support; any aspect of activity affecting labor, materials, equipment, facilities, or services, can make a contribution to productivity improvement.
This program will explore these factors which range from boardroom strategy and decisions, even routine practices, (in workshops 3 and 5, then 10) can affect productivity. Other workshops will cover workplace design, process flow, interruptions to production for activity such as changeover, preventative maintenance, and scheduling to name a few.
Direct labor is quite often the focus of improvement activity. Labor does have a cost, even if it is a relatively smaller portion than other costs. Since labor operates machinery and production processes, labor productivity and effectiveness are a central concern in order to manufacture product.
The Classic Productivity Mechanisms
The classic productivity mechanisms for manufacturing have not gone out of style, if anything computer capabilities and electronics have simplified and augmented their use. New concepts are proposed routinely, with broad or narrow application. Constructive, productive solutions to a wide range of challenges in a multitude of industrial settings are available and presented herein.
This program, Manufacturing Productivity, zeros in on the heart of manufacturing, namely what happens on the production floor, the warehouse dock, the machine shop site. Workshops will explain the theory behind classic and modern productivity processes and describe how to implement the processes for optimum impact.
To describe manufacturing in one word, try Dynamic. The one manufacturing constant is change, which may be selected by the manufacturer or forced by economic or market forces. The elements of manufacturing productivity are useful in reacting to change, or to causing change.

This Manufacturing Productivity program has been developed with work measurement as a primary contributor.
Workshop number 2 will define correct techniques to measure work, convert the studies into production rates usually in units per hour, file the data, issue production rates, notify other departments who use these production rates in their activity.
One exception to the guideline is that work measurement is often used to facilitate gathering of data, to understand a target activity and develop useful alternatives. The key mechanism within manufacturing productivity, alone and as a basis for other tools, is work measurement. After all, arguably the most important question for any task is, “how long does the job take?”
Possess this simple bit of information and an organization can, objectively:
• quantify the amount of labor you pay for
• determine staffing levels as output levels vary
• calculate actual capacity the operation can produce (and remember capacity is always related to product mix)
• assign and schedule work to people and equipment
• identify lost time, waste, non-value-added activity
• offer pay related to output, such as labor incentives
• define the cost for the products and services you offer
• balance lines or work groups for optimum performance
• analyze variance to find problems
• identify and manage constraints
• justify equipment and automation acquisition
• comply with the Sarbanes Oxley Act, to affirm accuracy of product costing
• compare the costs to install and service your own versus competitors’ products
Production labor rates may be current or set years ago or only estimated in the first place. But regardless of their accuracy, labor rates are routinely used to calculate Key Performance Indicators and other measures above.
To provide accurate measurements and sound management decisions, our intent will be to set production rates on today’s methods from which waste, or non-value-added activity, has been removed, (workshop #3) with today’s equipment, specs, technology and product mix, and with application of methods and workplace improvement and ergonomics.
As a result of the workplace efforts, work measurement will, in itself, reduce manufacturing cost compared to non-engineered rates, past performance results, rates which use earlier equipment and methods, or estimates.
Work measurement is quite useful in analyzing workplace factors, to determine the correct answer in questions relating to constraints, capacity, line balancing, and comparative workloads.
Work measurement can be practiced in operations with repetitive tasks, in addition to direct labor. Repetitive tasks are fairly common in warehouse and distribution materials handling, in preventive maintenance, in line quality assessments, perhaps in labs.

Manufacturing operates in real life, not in an ivory tower. And in the real life of your institution there will be structures and responsibilities established already. Fortunately, productivity may be attained in a wide variety of organizational structures, as is driven by processes.
The concept of productivity and useful practices are important and will be set forth in this program, but the formal organization within any given entity can easily accommodate the practices and assign them into the proper spots in the organization chart.
Productivity needs to be organized in some ways, yet entrepreneurial in others.
To achieve consistent results, the practitioners of work measurement and layout should be organized and structured, in order to maintain consistency in those specialized practices. That group can then assign practitioners to other departments as needed for use in projects. A portion of the workshop manual is dedicated to the organization designated to administer work measurement and productivity mechanisms.
Formal programs such as Cost Reduction or Profit Improvement should involve financial oversight so as to validate and build results into next editions of cost standards.
Interdepartmental activity such as production planning, manpower determination, capacity and constraints analysis, minimizing the effect of changeovers and preventative maintenance may be formal or ad hoc.
An objective of Manufacturing Productivity is to train many individuals, entrepreneurs, in waste removal, prioritization through the Pareto Principle, and the techniques of problem solving. Establish the concept of manufacturing productivity across the board, understanding that it is influenced by strategy and practices of management and support departments. Increase the number of participants, because productivity success is best achieved by input from many, across organizational boundaries.

T is for tactics
After developing our Mission, defining our Objective, outlining our Strategy we come to the Tactics we will employ to achieve productivity improvement. A primary, perhaps the primary, tactic we will employ is to observe a situation first-hand, up close and personal.
Work measurement is also an important tactic in production improvement, and it is based on the tactic of first-hand observation. Most often we will employ trained practitioners in order to perform work measurement, for that will lead to consistency and accuracy in results.
But please let’s not limit first-hand observation to work measurement practitioners. Any person interested in productivity problem solution at any level on the organization chart should cultivate the practice to go and see. This encouragement to go and see for yourself will be repeated throughout this program, every session. The reason for first-hand observation is that it has been proven time and again that when we go to look at a particular problem first-hand, we find that the cause, quite often, is not where or what it was assumed to be.

Case Study:
A situation has occurred, wherein a consultant was called into a client’s factory in order to attain more output, a typical capacity assignment. The assignment was somewhat unexpected in the first place because the client was in the textile business, unionized, and located in New England. That sounds like three strikes. But the company had a unique business that they performed very well, and their products went into U. S. military equipment which by law were to be performed in the U. S. A. So, the consultant was called in in order to assist to produce more.
The first direction was to observe the very last operation in the production sequence, because product was delivered there but was not shipped out quickly enough thereafter. Obviously, the problem was the production floor, right Mr. Consultant?
Well, no. A crew of several people performed the operation on individual pieces of equipment. Time study of these individuals indicated just what the operating rate should be, and it was high enough to satisfy the throughput rate of the plant with some room to spare. During the work measurement observation, the consultant discussed the assignment, and the reason for the assignment, to see what ideas the machine operators might have. They were as puzzled as the consultant was, as to why they would be considered a bottleneck operation. After all, they finished all the work given to them and the product that they put on the shipping dock two days ago was still there.
Aha. the problem was not in the speed of the product through the manufacturing operation, but in the paperwork flow and work assignment.
Not all investigations into perceived bottlenecks it will be as simply resolved as this one was. However, the approach should always include every aspect of the operation including the paperwork, and releases after quality verification.
Direct observation need not be formal nor elaborate, just walk over and observe. Without previous notice please, when an exec announces a visit, a plant or workstation is cleaned and polished beyond recognition.
What is the reaction from the workforce when an executive visits?
This circumstance is well known in the work measurement community. It is considered that typically the person or people assigned to the workstation will react in one of three or four ways. If the task is manually controlled, the operator may well slow down, speed up, or make an obvious effort that the situation is normal. Some operators, make that many operators, will try to show you just how the job ought to be done, and will proceed to perform the operation by the book with all their intelligence and often quite high levels of skill and effort. Pedro, an employee in the textile example above, was one who wanted to exhibit his prowess, which was considerable.
In the work measurement community, the operator reaction is called the “Halo Effect”. So how will you know which circumstance is normal, on the first visit to a workstation? You may suspect that you know, but to confirm your suspicion come back again a few times and pretty soon the situation will be back to normal, and play-acting will cease.
The Halo Effect can also be in evidence even when the observer is known to be a work measurement practitioner, who is on the production floor frequently. Practitioners are trained to recognize the effect.

Real-life Productivity Challenge
The following two examples of real-life productivity challenges has occurred in modern day industry. These illustrations are listed to explain characteristics of productivity projects.
One, productivity challenges do not always yield to the same approach, as they can differ in basic characteristics, objectives, and industrial settings.
Two, the primary approach in each of them is to “go and look”. What’s there, what’s the problem, what is management’s objective? What can we modify to meet the objectives?
Third consider that there may be multiple potential solutions.
Fourth, have previous actions or procedures in place which affect productivity negatively? Perhaps these actions will have to stand, because they serve a more important purpose.
Shiny and Soft
A luxury boutique hotel wanted to quantify a fair daily room cleaning rate for its room attendants, maids. A consultant time studied the work, defined patterns, determined the required times per room for that particular hotel, in a process that was essentially similar to work measurement on any production floor.
All working conditions were considered, the tools used, methods, techniques. The tasks performed generally were repetitive from one room to the next, although conditions encountered from room to room were not always the same, which is different from an assembly line.
The final observed time to completely clean a room was somewhat higher than had been expected. Why was that? Most of the elements that were observed were relatively simple and straightforward, about what would be expected. But two major factors, staples of luxury hotel accommodations in this era, required a substantial amount of time. Glass and other shiny surfaces are displayed in abundance in modern hotel rooms. They exhibit even the least defect or failure in cleaning, and the maids presumably have been encouraged in the past to do better, so they assure that their cleaning processes Is faultless.
A second feature of modern hotel rooms is some large number of pillows. Did you know it takes about a minute to change a pillowcase? The more pillows, the more minutes. Nice tight fits take longer than loose fits.
These characteristics have been dictated by management strategy in a luxury hotel. Plenty of bright and shiny, plenty of soft. No doubt that practice will continue, but the time to turn a room will be extended.
The study did however come up with some improvements. You have probably seen the carts in the hallways of hotels, they carry all the supplies needed for room change. But think back, you probably remember seeing them in the hallways and not in the rooms. Turns out they’re too big to go through the doorways, so as a result the one changing the room has to continually walk back and forth to get the next cleaning supply or sheet. And walking definitely is a non-value-added element.
Getting rid of the laundry was done well because there were laundry drops on all floors, so the dirty laundry did not need to be taken down in the elevator. Although that was a minor benefit because the cart was going down whether it had anything in it or not.
Another question arose that is common in a manufacturing environment is that of crewing. Is it better to have one person or two to change the sheets on the bed? That particular task is improved if two people work on it, and if the remainder of the work to change the room can be evenly divided, a two-person crew might be more effective. But two workloads have to be exactly in balance, or else one of the two will be waiting for the other to finish at the end of the room change; and that of course is wasted time.
Hard and Inflexible
A steel warehouse over a few acres loaded customer orders onto semi trailers. Overhead cranes were the primary lifting mechanism, and many of the bundles were forty feet long.
Twin objectives in a productivity study were to establish an output rate to be expected from the loaders, and to understand the relationship between output and the location of the product inventory.
The tasks involved were completely different from a normal production floor because no two loads would ever be the same. any given load was just yesterday’s orders, for whatever products a client wanted, and there might be a dozen client orders on a flatbed, arranged with the furthest drop-off point on the bottom. The rates then were to quantify the time required for an average loader to put on a flatbed what an average order contained. A relatively routine work measurement process satisfied this request.
Location of the inventory it was believed was important in order to minimize the travel distance to the flatbed semi, which was driven into the warehouse. That assumption was correct, the further an overhead bridge crane had to travel the more time it took. A heat map, recognizing the activity from the most popular products, indicated the optimum location to place those products, but benefits were difficult to measure because of the complexity of the random orders, and the fact that a flatbed could pull into any one of three different aisles through the warehouse. interference from bridge cranes, when both wanted to occupy the same space, was a lost time factor.
To maximize loading productivity, assign a loader to fill a flatbed with one product for one customer, and park the flatbed right next to the bin where the product is stored. But that seems not to be the way that distribution centers operate.
Real-life Productivity Challenge
The following two examples of real-life productivity challenges has occurred in modern day industry. These illustrations are listed to explain characteristics of productivity projects.
One, productivity challenges do not always yield to the same approach, as they can differ in basic characteristics, objectives, and industrial settings.
Two, the primary approach in each of them is to “go and look”. What’s there, what’s the problem, what is management’s objective? What can we modify to meet the objectives?
Third consider that there may be multiple potential solutions.
Fourth, have previous actions or procedures in place which affect productivity negatively? Perhaps these actions will have to stand, because they serve a more important purpose.
Shiny and Soft
A luxury boutique hotel wanted to quantify a fair daily room cleaning rate for its room attendants, maids. A consultant time studied the work, defined patterns, determined the required times per room for that particular hotel, in a process that was essentially similar to work measurement on any production floor.
All working conditions were considered, the tools used, methods, techniques. The tasks performed generally were repetitive from one room to the next, although conditions encountered from room to room were not always the same, which is different from an assembly line.
The final observed time to completely clean a room was somewhat higher than had been expected. Why was that? Most of the elements that were observed were relatively simple and straightforward, about what would be expected. But two major factors, staples of luxury hotel accommodations in this era, required a substantial amount of time. Glass and other shiny surfaces are displayed in abundance in modern hotel rooms. They exhibit even the least defect or failure in cleaning, and the maids presumably have been encouraged in the past to do better, so they assure that their cleaning processes Is faultless.
A second feature of modern hotel rooms is some large number of pillows. Did you know it takes about a minute to change a pillowcase? The more pillows, the more minutes. Nice tight fits take longer than loose fits.
These characteristics have been dictated by management strategy in a luxury hotel. Plenty of bright and shiny, plenty of soft. No doubt that practice will continue, but the time to turn a room will be extended.
The study did however come up with some improvements. You have probably seen the carts in the hallways of hotels, they carry all the supplies needed for room change. But think back, you probably remember seeing them in the hallways and not in the rooms. Turns out they’re too big to go through the doorways, so as a result the one changing the room has to continually walk back and forth to get the next cleaning supply or sheet. And walking definitely is a non-value-added element.
Getting rid of the laundry was done well because there were laundry drops on all floors, so the dirty laundry did not need to be taken down in the elevator. Although that was a minor benefit because the cart was going down whether it had anything in it or not.
Another question arose that is common in a manufacturing environment is that of crewing. Is it better to have one person or two to change the sheets on the bed? That particular task is improved if two people work on it, and if the remainder of the work to change the room can be evenly divided, a two-person crew might be more effective. But two workloads have to be exactly in balance, or else one of the two will be waiting for the other to finish at the end of the room change; and that of course is wasted time.

Hard and Inflexible
A steel warehouse over a few acres loaded customer orders onto semi trailers. Overhead cranes were the primary lifting mechanism, and many of the bundles were forty feet long.
Twin objectives in a productivity study were to establish an output rate to be expected from the loaders, and to understand the relationship between output and the location of the product inventory.
The tasks involved were completely different from a normal production floor because no two loads would ever be the same. any given load was just yesterday’s orders, for whatever products a client wanted, and there might be a dozen client orders on a flatbed, arranged with the furthest drop-off point on the bottom. The rates then were to quantify the time required for an average loader to put on a flatbed what an average order contained. A relatively routine work measurement process satisfied this request.
Location of the inventory it was believed was important in order to minimize the distance traveled to the flatbed, which was driven into the warehouse. That assumption was correct, the further an overhead bridge crane had to travel the more time it took. A heat map, recognizing the activity from the most popular products, indicated the optimum location to place those products, but benefits were difficult to measure because of the complexity of the random orders, and the fact that a flatbed could pull into any one of three different aisles through the warehouse. interference from bridge cranes, when both wanted to occupy the same space, was a lost time factor.
To maximize loading productivity, assign a loader to fill a flatbed with one product for one customer, and park the flatbed right next to the bin where the product is stored. But that seems not to be the way that distribution centers operate.
Production areas, or a maintenance shop or warehouse, are dynamic environments.
A common characteristic is sense of urgency, which means that if a specified mechanism is not available for some reason, then another way will be chosen so that work goes on. These one-time occurrences may, in total, change factors of the work environment.
Any productivity improvement relies on an assumption that is often not spoken. The assumption is that any given project is expected to be beneficial assuming all other factors are equal. And of course other things are never equal; any improvement will be expected to perform within the circumstances of the time however much they may differ from assumptions. Really useful solutions therefore will have a short fuse; they will be selected and designed to contribute quickly. A longer-term solution may be proposed as well but the emphasis will be on rapid results.
Two prime productivity tools of all those available are the Pareto Principle and a pillar of Frank Gilbreth and the Toyota Production System, eliminate waste. Pareto tells us that a few factors will contribute the majority of cost; of problems; of opportunity. First then let’s identify, quantify and understand the principal opportunity in your circumstance. Then we’ll start to eliminate waste in subsequent steps of this program.
(We can start to use the Pareto Principle immediately because there will be tools and processes which are the most important ones. The A group of tools and processes include both the Pareto Principle and elimination of waste.)
We will move through a series of subjects, tools and processes which have a proven success history. It will be shown that work measurement is quite effective as it is used in other functional departments; especially those whose indirect labor uses repetitive motions in their work.
As future workshops discuss their particular subject matter, emphasis will be placed on the results of the assessment, to prioritize issues and processes which are especially relevant, useful and cost effective.
This program centers and addresses elements which contribute to productivity. Welcome to 2022.

Work measurement within Manufacturing Productivity
Throughout all the workshops focuses each month on a different aspect of productivity, explains the relationship into the whole, and suggests different processes to deal with the unique circumstances in that category of cost reduction. While this widespread approach will cover all of the different elements which contribute to productivity, we will certainly remember to improve labor and equipment productivity, and work measurement will be the primary vehicle to do so.
There is great interest in productivity; of personal productivity, of output in general, and in productivity which targets business and industry. But interest does not necessarily translate into specific practical action. The productivity processes which are included in this program are designed to be defined, created, and implemented in a manner to achieve productivity results quickly. Starting in the next workshop, we will focus on work measurement, the techniques to practice in order to develop correct rates, and logistics to process, file and issue rates.
Work measurement and many productivity activities share a common starting point. All begin with direct observation of activity. Work measurement does this while a time measuring device is in operation, and elapsed time is measured and recorded.
Effective work measurement and productivity activities start with direct observation of the activity in question also, so that first, any wasteful elements can be observed and removed, then proper methods, ergonomics, and workstation are developed, and a rate quantified.
Work measurement can be formalized as the client prefers:
a) Can become an incentive, more pay for more output.
b) Can be “Reasonable Expectations”, a formal system to quantify and communicate expectations for people and processes. There is no tie of pay to output. Published reports will itemize actual results by operator.
c) Can be “measured day work”. There is no tie of pay to output. No reporting is performed, or expectations enforced.
Each has pros and cons, but this program clearly favors a) or b).
Although it is not vital that both work measurement and observation for purposes of productivity be conducted by the same organizational function, having the two together seems to be more effective.
One mechanical issue we will address in this first workshop; to identify the department which will, or does already, handle work measurement. Let’s understand that and assure that whoever is going to be in charge is involved from this point on. We will want the group to be positioned to perform in an objective manner, and appropriately qualified.
Techniques which are used in work measurement, especially the watch and direct observation of an operation, are also the preferred methods to evaluate and improve productivity not only on the production floor, but also in maintenance practices, and materials handling, perhaps some quality and lab operations.
Workshop two will present work measurement techniques to the practitioners who will establish and administer rates, as well as guidance on the administrative aspects of work measurement. This instruction will emphasize removing waste activity, as well as engineering methods for current equipment and products and specs, during the standard setting process.
From workshop 3 on, each session will focus on one sector of operations and the productivity processes which can affect performance positively.
This brief summary of productivity prepares us for the next portion of Workshop 1, the assessment of as-is circumstances.

Assessment of as-is Circumstances,
We will assess as-is conditions to determine just what needs attention, although probably you have an idea already. The assessment answers will facilitate the client’s ability to prioritize issues, judge resources available, set out to improve productivity.
There should be no stigma attached to the questions or to the answers; the sole purpose is to define some of the client practices which relate to productivity.
The specific questions will have been provided beforehand to the client, who will pass them to the individual resources who are most well qualified to answer them. It is requested that a knowledgeable individual present the reply here in workshop number 1 in order to be able to answer questions that may arise from participants.
If different manufacturing entities are to be considered, identify the sets of answers by location.
It is not at all unlikely that some of the answers to questions will cause discussion among the participants. Discussion, even disagreement, is considered a vital part of the assessment process, because a primary objective is to understand the relative significance and value of all of the questions, and the priority with which they are to be treated.
In future workshops as the particular productivity topic comes up, assessment answers which are perceived to have a high value and or priority here in workshop number 1 will be discussed thoroughly, even used as learning exercises during workshops.
Don’t be surprised when you learn a few things about your own programs.

Introduction to assessment
A major purpose has been served by having the participants become familiar with this productivity background, before the assessment questions are addressed. The questions have been assembled which will explore circumstances Which have a relationship to productivity and work measurement as they exist today. The following commentary has been prepared in order to relate the significance of each question to the portion of productivity involved. Following that, we will point out which workshop will identify particular improvement processes on a topic.
The questions address a wide variety of manufacturing circumstances, because productivity is affected positively or negatively by many different factors. The assessment has two primary objectives; 1) to collect information about today’s status, 2) to learn what are considered to be the more important concerns and issues as manufacturing productivity is considered in the operations today. Maybe even some that are not on the list.
In the broad view of productivity, which is output divided by input, many corporate factors are found to have a bearing, and the assessment will consider them. In the Manual section, questions and their answers may be discussed in the light of the relationship between that particular factor and manufacturing productivity.
Because we are quite early in the analysis of productivity, we will be careful to relate the assessment question to productivity in the particular context of the question. Such context is usually quite clear when the location of the activity is on the shop floor. Initial questions will concentrate just there, on the shop floor. Many will have to do with the precise conditions that relate to the client’s current practice of work measurement.
But assessment questions will also have to do with factors away from the factory floor which may also have a bearing on productivity, although it is often not so clear what that relationship is, as when actions take place on the factory floor. These assessments have to do with operating practices of the organization, with corporate strategy and with support functions such as maintenance, quality, and materials management. Questions are asked also about elements of the finance organization because it is deeply involved with measuring and reporting productivity related information.
The manual will explain more deeply the relationship between the question and manufacturing productivity, what and why. But a brief referral in this section will outline what productivity has to do with practices and policies in the assessment questions.
Presumably, practices designed to support and control manufacturing have been chosen at one time or another for a good reason. Productivity is obviously not the only important factor in manufacturing. And while some policies will not be changed just because they have a negative impact on manufacturing productivity, it is useful to understand the impact. Some manufacturing practices and policies support productivity, and some don’t.
Please suggest, during assessment exercises, your own candidate topics for attention. Within any group of people familiar with operations there might be common consensus about particularly troublesome operations. Or which equipment is the most expensive, the one you would least like to replace, some constant source of loss or backup. Add your own candidates that need attention. Refer to reports and KPI’s to highlight issues.
Consider not only direct operations but also support, laboratory, testing, inspection, material handling, changeover, maintenance which may under certain conditions delay product delivery.
Set # 1 Work Measurement Programs in effect
Work measurement is entrenched extensively in manufacturing productivity, where individual performance is quite closely tied to group output, and where measurement of output is simple. Mechanisms to perform work measurement are well established, and modern electronics have introduced improvements in the tools available to measure, control and count. The following assessment questions are designed to describe some of the routine and practical features of the measurement techniques themselves, and how the results of measurement contribute to operation of client manufacturing. Of particular importance are questions about the values used to express expectations for production output, and the source and validity, and if the values are current.
Questions refer to work measurement in use; who, where, what, when, and why.
Set # 2 Production Floor Circumstances
Work measurement can be used effectively to measure many kinds of work, but not all. Work measurement does best for repetitive operations, and not so well for troubleshooting type operations, or repair where a variable sequence operation is involved.
Several work measurement techniques exist, some of which have been developed to perform more accurately in certain manufacturing circumstances. Work measurement is a statistical process; it views some number of observations and from these observations describes the universe from which the sample is drawn. It is generally accepted that work measurement is most accurate when the tasks observed are the most repetitive. And if the task cycle is short, then fewer complete elements are required to achieve a rate with an acceptable accuracy. During a task with a machine involved, the machine cycle will repeat, but the interaction between the operator and the machine must be observed and timed accurately.
Set # 3 Manufacturing Productivity
The assessment questions for Set # 2 and Set # 3 Manufacturing productivity will clarify the circumstances that work measurement will experience during rate setting on the production floor of the client organization.
Set # 4 Facility Arrangement, Layout
The layout of manufacturing operations, workstations, overall layout, and materials flow is at the heart of productivity for any operation. Major costs of production include labor, production square footage, and manufacturing cycle time. A well-designed production layout and facility plan will contribute to effectiveness in multiple ways. Layouts in manufacturing are dynamic as well, in order to match constantly changing technology, product mix, and growth. the following assessment questions are designed to illuminate practices regarding layout and facility planning, as they relate to their eminent position in productivity.
Set # 5 Manufacturing Documentation in Use
Documentation is central to manufacturing, to define accurately just what is to be produced, and exactly how. These targeted assessment questions will help to define the state of the art in the client operations.
Set # 6 Maintenance Practice
Machine performance is a substantial component of manufacturing productivity. in this day and age, electronics have become a more important factor in machine performance. But even the major mechanical aspects of machine performance are formidable enough in themselves. Together they contribute positively or negatively to effective performance. In total these factors obviously affect output, performance, and productivity.
Even the best maintenance operations will result in some interruptions to operation, by failure or by preventive maintenance. The assessment questions will address some of the basic topics in maintenance.
Set # 7 Financial
Work measurement can be a significant contributor to financial documentation, by supplying accurate and up to date rates that should be expected for production steps. Close cooperation will assist to calculate Key Performance Indicators accurately. The Financial group can contribute itself to good productivity, by reporting actual results compared to expected performance, on a timely basis so that manufacturing is aware of its actual performance and can modify it when necessary. The assessment questions highlight some of the key interface points.
Set # 8 Materials Planning and Scheduling
By any name, the function which procures component parts and schedules the type and amount of production to be produced has a direct impact on the day-to-day productivity of manufacturing. If the right parts are not purchased of correct quality and on hand when they are supposed to be, production is not going to make its schedule. Employees and machinery will sit idle.
In the year 2020, with the fabled supply chain disruption, what is already a difficult job has gotten harder. If this particular supply chain disruption causes a widespread change in the location or identity component part vendors, acquisition and transportation of parts will continue to be difficult. Fortunately, worldwide shipping when it is working correctly is quite capable of maintaining complex supply chains.
Independent factors which continually evolve also affect the ability to supply parts. While this isn’t necessarily true for production parts, it has been said that one is never at risk of running out of a part if Walmart or Home Depot keeps it in stock.
In any event, modern mechanisms to assist to plan and achieve materials control are readily available and very sophisticated. the Toyota Production System with Just in Time for instance has become quite popular.
While asking only a few questions is unlikely to define a material control system very accurately, the ones chosen are closely associated with manufacturing.
Set # 9 Quality
Product quality is certainly tied directly to productivity, because if the manufactured product is not acceptable, then all of the resources that have been spent to build it were completely wasted. The assessment questions will outline the quality environment under which manufacturing productivity operates.
Set # 10 Management Action
Any manufacturing and corporate management will continually set policy, make judgments on directions to proceed, chooses options. The leaders will select strategy and actions which will have ramifications of all types throughout the organization. Productivity may not be the primary objective of many of these strategies, but it may be impacted, nevertheless. The assessment questions are designed to focus on strategy which relates to productivity, and in some ways in relatively unrecognized relationships.
Subsequent workshops, especially number 5 whose subject is outcomes, and number 10 which will review the universe of productivity programs possible, both oldies and goodies, largely dedicated to management action.
Curriculum

Manufacturing Productivity – Workshop 1 – Situation Assessment
- Productivity highlights
- Top 10 productivity tips
- What to expect
- Productivity-efficiency-measurement
- Assessment and productivity
- Productivity administration
- Work measurement
- Motivation
- Glossary
- Linear responsibility
- Staff administration
- Results count
- Two scenarios
- Plant layout
- Finishing touches
- Management strategy
Distance Learning

Introduction
Welcome to Appleton Greene and thank you for enrolling on the Manufacturing Productivity corporate training program. You will be learning through our unique facilitation via distance-learning method, which will enable you to practically implement everything that you learn academically. The methods and materials used in your program have been designed and developed to ensure that you derive the maximum benefits and enjoyment possible. We hope that you find the program challenging and fun to do. However, if you have never been a distance-learner before, you may be experiencing some trepidation at the task before you. So we will get you started by giving you some basic information and guidance on how you can make the best use of the modules, how you should manage the materials and what you should be doing as you work through them. This guide is designed to point you in the right direction and help you to become an effective distance-learner. Take a few hours or so to study this guide and your guide to tutorial support for students, while making notes, before you start to study in earnest.
Study environment
You will need to locate a quiet and private place to study, preferably a room where you can easily be isolated from external disturbances or distractions. Make sure the room is well-lit and incorporates a relaxed, pleasant feel. If you can spoil yourself within your study environment, you will have much more of a chance to ensure that you are always in the right frame of mind when you do devote time to study. For example, a nice fire, the ability to play soft soothing background music, soft but effective lighting, perhaps a nice view if possible and a good size desk with a comfortable chair. Make sure that your family know when you are studying and understand your study rules. Your study environment is very important. The ideal situation, if at all possible, is to have a separate study, which can be devoted to you. If this is not possible then you will need to pay a lot more attention to developing and managing your study schedule, because it will affect other people as well as yourself. The better your study environment, the more productive you will be.
Study tools & rules
Try and make sure that your study tools are sufficient and in good working order. You will need to have access to a computer, scanner and printer, with access to the internet. You will need a very comfortable chair, which supports your lower back, and you will need a good filing system. It can be very frustrating if you are spending valuable study time trying to fix study tools that are unreliable, or unsuitable for the task. Make sure that your study tools are up to date. You will also need to consider some study rules. Some of these rules will apply to you and will be intended to help you to be more disciplined about when and how you study. This distance-learning guide will help you and after you have read it you can put some thought into what your study rules should be. You will also need to negotiate some study rules for your family, friends or anyone who lives with you. They too will need to be disciplined in order to ensure that they can support you while you study. It is important to ensure that your family and friends are an integral part of your study team. Having their support and encouragement can prove to be a crucial contribution to your successful completion of the program. Involve them in as much as you can.
Successful distance-learning
Distance-learners are freed from the necessity of attending regular classes or workshops, since they can study in their own way, at their own pace and for their own purposes. But unlike traditional internal training courses, it is the student’s responsibility, with a distance-learning program, to ensure that they manage their own study contribution. This requires strong self-discipline and self-motivation skills and there must be a clear will to succeed. Those students who are used to managing themselves, are good at managing others and who enjoy working in isolation, are more likely to be good distance-learners. It is also important to be aware of the main reasons why you are studying and of the main objectives that you are hoping to achieve as a result. You will need to remind yourself of these objectives at times when you need to motivate yourself. Never lose sight of your long-term goals and your short-term objectives. There is nobody available here to pamper you, or to look after you, or to spoon-feed you with information, so you will need to find ways to encourage and appreciate yourself while you are studying. Make sure that you chart your study progress, so that you can be sure of your achievements and re-evaluate your goals and objectives regularly.
Self-assessment
Appleton Greene training programs are in all cases post-graduate programs. Consequently, you should already have obtained a business-related degree and be an experienced learner. You should therefore already be aware of your study strengths and weaknesses. For example, which time of the day are you at your most productive? Are you a lark or an owl? What study methods do you respond to the most? Are you a consistent learner? How do you discipline yourself? How do you ensure that you enjoy yourself while studying? It is important to understand yourself as a learner and so some self-assessment early on will be necessary if you are to apply yourself correctly. Perform a SWOT analysis on yourself as a student. List your internal strengths and weaknesses as a student and your external opportunities and threats. This will help you later on when you are creating a study plan. You can then incorporate features within your study plan that can ensure that you are playing to your strengths, while compensating for your weaknesses. You can also ensure that you make the most of your opportunities, while avoiding the potential threats to your success.
Accepting responsibility as a student
Training programs invariably require a significant investment, both in terms of what they cost and in the time that you need to contribute to study and the responsibility for successful completion of training programs rests entirely with the student. This is never more apparent than when a student is learning via distance-learning. Accepting responsibility as a student is an important step towards ensuring that you can successfully complete your training program. It is easy to instantly blame other people or factors when things go wrong. But the fact of the matter is that if a failure is your failure, then you have the power to do something about it, it is entirely in your own hands. If it is always someone else’s failure, then you are powerless to do anything about it. All students study in entirely different ways, this is because we are all individuals and what is right for one student, is not necessarily right for another. In order to succeed, you will have to accept personal responsibility for finding a way to plan, implement and manage a personal study plan that works for you. If you do not succeed, you only have yourself to blame.
Planning
By far the most critical contribution to stress, is the feeling of not being in control. In the absence of planning we tend to be reactive and can stumble from pillar to post in the hope that things will turn out fine in the end. Invariably they don’t! In order to be in control, we need to have firm ideas about how and when we want to do things. We also need to consider as many possible eventualities as we can, so that we are prepared for them when they happen. Prescriptive Change, is far easier to manage and control, than Emergent Change. The same is true with distance-learning. It is much easier and much more enjoyable, if you feel that you are in control and that things are going to plan. Even when things do go wrong, you are prepared for them and can act accordingly without any unnecessary stress. It is important therefore that you do take time to plan your studies properly.
Management
Once you have developed a clear study plan, it is of equal importance to ensure that you manage the implementation of it. Most of us usually enjoy planning, but it is usually during implementation when things go wrong. Targets are not met and we do not understand why. Sometimes we do not even know if targets are being met. It is not enough for us to conclude that the study plan just failed. If it is failing, you will need to understand what you can do about it. Similarly if your study plan is succeeding, it is still important to understand why, so that you can improve upon your success. You therefore need to have guidelines for self-assessment so that you can be consistent with performance improvement throughout the program. If you manage things correctly, then your performance should constantly improve throughout the program.
Study objectives & tasks
The first place to start is developing your program objectives. These should feature your reasons for undertaking the training program in order of priority. Keep them succinct and to the point in order to avoid confusion. Do not just write the first things that come into your head because they are likely to be too similar to each other. Make a list of possible departmental headings, such as: Customer Service; E-business; Finance; Globalization; Human Resources; Technology; Legal; Management; Marketing and Production. Then brainstorm for ideas by listing as many things that you want to achieve under each heading and later re-arrange these things in order of priority. Finally, select the top item from each department heading and choose these as your program objectives. Try and restrict yourself to five because it will enable you to focus clearly. It is likely that the other things that you listed will be achieved if each of the top objectives are achieved. If this does not prove to be the case, then simply work through the process again.
Study forecast
As a guide, the Appleton Greene Manufacturing Productivity corporate training program should take 12-18 months to complete, depending upon your availability and current commitments. The reason why there is such a variance in time estimates is because every student is an individual, with differing productivity levels and different commitments. These differentiations are then exaggerated by the fact that this is a distance-learning program, which incorporates the practical integration of academic theory as an as a part of the training program. Consequently all of the project studies are real, which means that important decisions and compromises need to be made. You will want to get things right and will need to be patient with your expectations in order to ensure that they are. We would always recommend that you are prudent with your own task and time forecasts, but you still need to develop them and have a clear indication of what are realistic expectations in your case. With reference to your time planning: consider the time that you can realistically dedicate towards study with the program every week; calculate how long it should take you to complete the program, using the guidelines featured here; then break the program down into logical modules and allocate a suitable proportion of time to each of them, these will be your milestones; you can create a time plan by using a spreadsheet on your computer, or a personal organizer such as MS Outlook, you could also use a financial forecasting software; break your time forecasts down into manageable chunks of time, the more specific you can be, the more productive and accurate your time management will be; finally, use formulas where possible to do your time calculations for you, because this will help later on when your forecasts need to change in line with actual performance. With reference to your task planning: refer to your list of tasks that need to be undertaken in order to achieve your program objectives; with reference to your time plan, calculate when each task should be implemented; remember that you are not estimating when your objectives will be achieved, but when you will need to focus upon implementing the corresponding tasks; you also need to ensure that each task is implemented in conjunction with the associated training modules which are relevant; then break each single task down into a list of specific to do’s, say approximately ten to do’s for each task and enter these into your study plan; once again you could use MS Outlook to incorporate both your time and task planning and this could constitute your study plan; you could also use a project management software like MS Project. You should now have a clear and realistic forecast detailing when you can expect to be able to do something about undertaking the tasks to achieve your program objectives.
Performance management
It is one thing to develop your study forecast, it is quite another to monitor your progress. Ultimately it is less important whether you achieve your original study forecast and more important that you update it so that it constantly remains realistic in line with your performance. As you begin to work through the program, you will begin to have more of an idea about your own personal performance and productivity levels as a distance-learner. Once you have completed your first study module, you should re-evaluate your study forecast for both time and tasks, so that they reflect your actual performance level achieved. In order to achieve this you must first time yourself while training by using an alarm clock. Set the alarm for hourly intervals and make a note of how far you have come within that time. You can then make a note of your actual performance on your study plan and then compare your performance against your forecast. Then consider the reasons that have contributed towards your performance level, whether they are positive or negative and make a considered adjustment to your future forecasts as a result. Given time, you should start achieving your forecasts regularly.
With reference to time management: time yourself while you are studying and make a note of the actual time taken in your study plan; consider your successes with time-efficiency and the reasons for the success in each case and take this into consideration when reviewing future time planning; consider your failures with time-efficiency and the reasons for the failures in each case and take this into consideration when reviewing future time planning; re-evaluate your study forecast in relation to time planning for the remainder of your training program to ensure that you continue to be realistic about your time expectations. You need to be consistent with your time management, otherwise you will never complete your studies. This will either be because you are not contributing enough time to your studies, or you will become less efficient with the time that you do allocate to your studies. Remember, if you are not in control of your studies, they can just become yet another cause of stress for you.
With reference to your task management: time yourself while you are studying and make a note of the actual tasks that you have undertaken in your study plan; consider your successes with task-efficiency and the reasons for the success in each case; take this into consideration when reviewing future task planning; consider your failures with task-efficiency and the reasons for the failures in each case and take this into consideration when reviewing future task planning; re-evaluate your study forecast in relation to task planning for the remainder of your training program to ensure that you continue to be realistic about your task expectations. You need to be consistent with your task management, otherwise you will never know whether you are achieving your program objectives or not.
Keeping in touch
You will have access to qualified and experienced professors and tutors who are responsible for providing tutorial support for your particular training program. So don’t be shy about letting them know how you are getting on. We keep electronic records of all tutorial support emails so that professors and tutors can review previous correspondence before considering an individual response. It also means that there is a record of all communications between you and your professors and tutors and this helps to avoid any unnecessary duplication, misunderstanding, or misinterpretation. If you have a problem relating to the program, share it with them via email. It is likely that they have come across the same problem before and are usually able to make helpful suggestions and steer you in the right direction. To learn more about when and how to use tutorial support, please refer to the Tutorial Support section of this student information guide. This will help you to ensure that you are making the most of tutorial support that is available to you and will ultimately contribute towards your success and enjoyment with your training program.
Work colleagues and family
You should certainly discuss your program study progress with your colleagues, friends and your family. Appleton Greene training programs are very practical. They require you to seek information from other people, to plan, develop and implement processes with other people and to achieve feedback from other people in relation to viability and productivity. You will therefore have plenty of opportunities to test your ideas and enlist the views of others. People tend to be sympathetic towards distance-learners, so don’t bottle it all up in yourself. Get out there and share it! It is also likely that your family and colleagues are going to benefit from your labors with the program, so they are likely to be much more interested in being involved than you might think. Be bold about delegating work to those who might benefit themselves. This is a great way to achieve understanding and commitment from people who you may later rely upon for process implementation. Share your experiences with your friends and family.
Making it relevant
The key to successful learning is to make it relevant to your own individual circumstances. At all times you should be trying to make bridges between the content of the program and your own situation. Whether you achieve this through quiet reflection or through interactive discussion with your colleagues, client partners or your family, remember that it is the most important and rewarding aspect of translating your studies into real self-improvement. You should be clear about how you want the program to benefit you. This involves setting clear study objectives in relation to the content of the course in terms of understanding, concepts, completing research or reviewing activities and relating the content of the modules to your own situation. Your objectives may understandably change as you work through the program, in which case you should enter the revised objectives on your study plan so that you have a permanent reminder of what you are trying to achieve, when and why.
Distance-learning check-list
Prepare your study environment, your study tools and rules.
Undertake detailed self-assessment in terms of your ability as a learner.
Create a format for your study plan.
Consider your study objectives and tasks.
Create a study forecast.
Assess your study performance.
Re-evaluate your study forecast.
Be consistent when managing your study plan.
Use your Appleton Greene Certified Learning Provider (CLP) for tutorial support.
Make sure you keep in touch with those around you.
Tutorial Support

Programs
Appleton Greene uses standard and bespoke corporate training programs as vessels to transfer business process improvement knowledge into the heart of our clients’ organizations. Each individual program focuses upon the implementation of a specific business process, which enables clients to easily quantify their return on investment. There are hundreds of established Appleton Greene corporate training products now available to clients within customer services, e-business, finance, globalization, human resources, information technology, legal, management, marketing and production. It does not matter whether a client’s employees are located within one office, or an unlimited number of international offices, we can still bring them together to learn and implement specific business processes collectively. Our approach to global localization enables us to provide clients with a truly international service with that all important personal touch. Appleton Greene corporate training programs can be provided virtually or locally and they are all unique in that they individually focus upon a specific business function. They are implemented over a sustainable period of time and professional support is consistently provided by qualified learning providers and specialist consultants.
Support available
You will have a designated Certified Learning Provider (CLP) and an Accredited Consultant and we encourage you to communicate with them as much as possible. In all cases tutorial support is provided online because we can then keep a record of all communications to ensure that tutorial support remains consistent. You would also be forwarding your work to the tutorial support unit for evaluation and assessment. You will receive individual feedback on all of the work that you undertake on a one-to-one basis, together with specific recommendations for anything that may need to be changed in order to achieve a pass with merit or a pass with distinction and you then have as many opportunities as you may need to re-submit project studies until they meet with the required standard. Consequently the only reason that you should really fail (CLP) is if you do not do the work. It makes no difference to us whether a student takes 12 months or 18 months to complete the program, what matters is that in all cases the same quality standard will have been achieved.
Support Process
Please forward all of your future emails to the designated (CLP) Tutorial Support Unit email address that has been provided and please do not duplicate or copy your emails to other AGC email accounts as this will just cause unnecessary administration. Please note that emails are always answered as quickly as possible but you will need to allow a period of up to 20 business days for responses to general tutorial support emails during busy periods, because emails are answered strictly within the order in which they are received. You will also need to allow a period of up to 30 business days for the evaluation and assessment of project studies. This does not include weekends or public holidays. Please therefore kindly allow for this within your time planning. All communications are managed online via email because it enables tutorial service support managers to review other communications which have been received before responding and it ensures that there is a copy of all communications retained on file for future reference. All communications will be stored within your personal (CLP) study file here at Appleton Greene throughout your designated study period. If you need any assistance or clarification at any time, please do not hesitate to contact us by forwarding an email and remember that we are here to help. If you have any questions, please list and number your questions succinctly and you can then be sure of receiving specific answers to each and every query.
Time Management
It takes approximately 1 Year to complete the Manufacturing Productivity corporate training program, incorporating 12 x 6-hour monthly workshops. Each student will also need to contribute approximately 4 hours per week over 1 Year of their personal time. Students can study from home or work at their own pace and are responsible for managing their own study plan. There are no formal examinations and students are evaluated and assessed based upon their project study submissions, together with the quality of their internal analysis and supporting documents. They can contribute more time towards study when they have the time to do so and can contribute less time when they are busy. All students tend to be in full time employment while studying and the Manufacturing Productivity program is purposely designed to accommodate this, so there is plenty of flexibility in terms of time management. It makes no difference to us at Appleton Greene, whether individuals take 12-18 months to complete this program. What matters is that in all cases the same standard of quality will have been achieved with the standard and bespoke programs that have been developed.
Distance Learning Guide
The distance learning guide should be your first port of call when starting your training program. It will help you when you are planning how and when to study, how to create the right environment and how to establish the right frame of mind. If you can lay the foundations properly during the planning stage, then it will contribute to your enjoyment and productivity while training later. The guide helps to change your lifestyle in order to accommodate time for study and to cultivate good study habits. It helps you to chart your progress so that you can measure your performance and achieve your goals. It explains the tools that you will need for study and how to make them work. It also explains how to translate academic theory into practical reality. Spend some time now working through your distance learning guide and make sure that you have firm foundations in place so that you can make the most of your distance learning program. There is no requirement for you to attend training workshops or classes at Appleton Greene offices. The entire program is undertaken online, program course manuals and project studies are administered via the Appleton Greene web site and via email, so you are able to study at your own pace and in the comfort of your own home or office as long as you have a computer and access to the internet.
How To Study
The how to study guide provides students with a clear understanding of the Appleton Greene facilitation via distance learning training methods and enables students to obtain a clear overview of the training program content. It enables students to understand the step-by-step training methods used by Appleton Greene and how course manuals are integrated with project studies. It explains the research and development that is required and the need to provide evidence and references to support your statements. It also enables students to understand precisely what will be required of them in order to achieve a pass with merit and a pass with distinction for individual project studies and provides useful guidance on how to be innovative and creative when developing your Unique Program Proposition (UPP).
Tutorial Support
Tutorial support for the Appleton Greene Manufacturing Productivity corporate training program is provided online either through the Appleton Greene Client Support Portal (CSP), or via email. All tutorial support requests are facilitated by a designated Program Administration Manager (PAM). They are responsible for deciding which professor or tutor is the most appropriate option relating to the support required and then the tutorial support request is forwarded onto them. Once the professor or tutor has completed the tutorial support request and answered any questions that have been asked, this communication is then returned to the student via email by the designated Program Administration Manager (PAM). This enables all tutorial support, between students, professors and tutors, to be facilitated by the designated Program Administration Manager (PAM) efficiently and securely through the email account. You will therefore need to allow a period of up to 20 business days for responses to general support queries and up to 30 business days for the evaluation and assessment of project studies, because all tutorial support requests are answered strictly within the order in which they are received. This does not include weekends or public holidays. Consequently you need to put some thought into the management of your tutorial support procedure in order to ensure that your study plan is feasible and to obtain the maximum possible benefit from tutorial support during your period of study. Please retain copies of your tutorial support emails for future reference. Please ensure that ALL of your tutorial support emails are set out using the format as suggested within your guide to tutorial support. Your tutorial support emails need to be referenced clearly to the specific part of the course manual or project study which you are working on at any given time. You also need to list and number any questions that you would like to ask, up to a maximum of five questions within each tutorial support email. Remember the more specific you can be with your questions the more specific your answers will be too and this will help you to avoid any unnecessary misunderstanding, misinterpretation, or duplication. The guide to tutorial support is intended to help you to understand how and when to use support in order to ensure that you get the most out of your training program. Appleton Greene training programs are designed to enable you to do things for yourself. They provide you with a structure or a framework and we use tutorial support to facilitate students while they practically implement what they learn. In other words, we are enabling students to do things for themselves. The benefits of distance learning via facilitation are considerable and are much more sustainable in the long-term than traditional short-term knowledge sharing programs. Consequently you should learn how and when to use tutorial support so that you can maximize the benefits from your learning experience with Appleton Greene. This guide describes the purpose of each training function and how to use them and how to use tutorial support in relation to each aspect of the training program. It also provides useful tips and guidance with regard to best practice.
Tutorial Support Tips
Students are often unsure about how and when to use tutorial support with Appleton Greene. This Tip List will help you to understand more about how to achieve the most from using tutorial support. Refer to it regularly to ensure that you are continuing to use the service properly. Tutorial support is critical to the success of your training experience, but it is important to understand when and how to use it in order to maximize the benefit that you receive. It is no coincidence that those students who succeed are those that learn how to be positive, proactive and productive when using tutorial support.
Be positive and friendly with your tutorial support emails
Remember that if you forward an email to the tutorial support unit, you are dealing with real people. “Do unto others as you would expect others to do unto you”. If you are positive, complimentary and generally friendly in your emails, you will generate a similar response in return. This will be more enjoyable, productive and rewarding for you in the long-term.
Think about the impression that you want to create
Every time that you communicate, you create an impression, which can be either positive or negative, so put some thought into the impression that you want to create. Remember that copies of all tutorial support emails are stored electronically and tutors will always refer to prior correspondence before responding to any current emails. Over a period of time, a general opinion will be arrived at in relation to your character, attitude and ability. Try to manage your own frustrations, mood swings and temperament professionally, without involving the tutorial support team. Demonstrating frustration or a lack of patience is a weakness and will be interpreted as such. The good thing about communicating in writing, is that you will have the time to consider your content carefully, you can review it and proof-read it before sending your email to Appleton Greene and this should help you to communicate more professionally, consistently and to avoid any unnecessary knee-jerk reactions to individual situations as and when they may arise. Please also remember that the CLP Tutorial Support Unit will not just be responsible for evaluating and assessing the quality of your work, they will also be responsible for providing recommendations to other learning providers and to client contacts within the Appleton Greene global client network, so do be in control of your own emotions and try to create a good impression.
Remember that quality is preferred to quantity
Please remember that when you send an email to the tutorial support team, you are not using Twitter or Text Messaging. Try not to forward an email every time that you have a thought. This will not prove to be productive either for you or for the tutorial support team. Take time to prepare your communications properly, as if you were writing a professional letter to a business colleague and make a list of queries that you are likely to have and then incorporate them within one email, say once every month, so that the tutorial support team can understand more about context, application and your methodology for study. Get yourself into a consistent routine with your tutorial support requests and use the tutorial support template provided with ALL of your emails. The (CLP) Tutorial Support Unit will not spoon-feed you with information. They need to be able to evaluate and assess your tutorial support requests carefully and professionally.
Be specific about your questions in order to receive specific answers
Try not to write essays by thinking as you are writing tutorial support emails. The tutorial support unit can be unclear about what in fact you are asking, or what you are looking to achieve. Be specific about asking questions that you want answers to. Number your questions. You will then receive specific answers to each and every question. This is the main purpose of tutorial support via email.
Keep a record of your tutorial support emails
It is important that you keep a record of all tutorial support emails that are forwarded to you. You can then refer to them when necessary and it avoids any unnecessary duplication, misunderstanding, or misinterpretation.
Individual training workshops or telephone support
Tutorial Support Email Format
You should use this tutorial support format if you need to request clarification or assistance while studying with your training program. Please note that ALL of your tutorial support request emails should use the same format. You should therefore set up a standard email template, which you can then use as and when you need to. Emails that are forwarded to Appleton Greene, which do not use the following format, may be rejected and returned to you by the (CLP) Program Administration Manager. A detailed response will then be forwarded to you via email usually within 20 business days of receipt for general support queries and 30 business days for the evaluation and assessment of project studies. This does not include weekends or public holidays. Your tutorial support request, together with the corresponding TSU reply, will then be saved and stored within your electronic TSU file at Appleton Greene for future reference.
Subject line of your email
Please insert: Appleton Greene (CLP) Tutorial Support Request: (Your Full Name) (Date), within the subject line of your email.
Main body of your email
Please insert:
1. Appleton Greene Certified Learning Provider (CLP) Tutorial Support Request
2. Your Full Name
3. Date of TS request
4. Preferred email address
5. Backup email address
6. Course manual page name or number (reference)
7. Project study page name or number (reference)
Subject of enquiry
Please insert a maximum of 50 words (please be succinct)
Briefly outline the subject matter of your inquiry, or what your questions relate to.
Question 1
Maximum of 50 words (please be succinct)
Maximum of 50 words (please be succinct)
Question 3
Maximum of 50 words (please be succinct)
Question 4
Maximum of 50 words (please be succinct)
Question 5
Maximum of 50 words (please be succinct)
Please note that a maximum of 5 questions is permitted with each individual tutorial support request email.
Procedure
* List the questions that you want to ask first, then re-arrange them in order of priority. Make sure that you reference them, where necessary, to the course manuals or project studies.
* Make sure that you are specific about your questions and number them. Try to plan the content within your emails to make sure that it is relevant.
* Make sure that your tutorial support emails are set out correctly, using the Tutorial Support Email Format provided here.
* Save a copy of your email and incorporate the date sent after the subject title. Keep your tutorial support emails within the same file and in date order for easy reference.
* Allow up to 20 business days for a response to general tutorial support emails and up to 30 business days for the evaluation and assessment of project studies, because detailed individual responses will be made in all cases and tutorial support emails are answered strictly within the order in which they are received.
* Emails can and do get lost. So if you have not received a reply within the appropriate time, forward another copy or a reminder to the tutorial support unit to be sure that it has been received but do not forward reminders unless the appropriate time has elapsed.
* When you receive a reply, save it immediately featuring the date of receipt after the subject heading for easy reference. In most cases the tutorial support unit replies to your questions individually, so you will have a record of the questions that you asked as well as the answers offered. With project studies however, separate emails are usually forwarded by the tutorial support unit, so do keep a record of your own original emails as well.
* Remember to be positive and friendly in your emails. You are dealing with real people who will respond to the same things that you respond to.
* Try not to repeat questions that have already been asked in previous emails. If this happens the tutorial support unit will probably just refer you to the appropriate answers that have already been provided within previous emails.
* If you lose your tutorial support email records you can write to Appleton Greene to receive a copy of your tutorial support file, but a separate administration charge may be levied for this service.
How To Study

Your Certified Learning Provider (CLP) and Accredited Consultant can help you to plan a task list for getting started so that you can be clear about your direction and your priorities in relation to your training program. It is also a good way to introduce yourself to the tutorial support team.
Planning your study environment
Your study conditions are of great importance and will have a direct effect on how much you enjoy your training program. Consider how much space you will have, whether it is comfortable and private and whether you are likely to be disturbed. The study tools and facilities at your disposal are also important to the success of your distance-learning experience. Your tutorial support unit can help with useful tips and guidance, regardless of your starting position. It is important to get this right before you start working on your training program.
Planning your program objectives
It is important that you have a clear list of study objectives, in order of priority, before you start working on your training program. Your tutorial support unit can offer assistance here to ensure that your study objectives have been afforded due consideration and priority.
Planning how and when to study
Distance-learners are freed from the necessity of attending regular classes, since they can study in their own way, at their own pace and for their own purposes. This approach is designed to let you study efficiently away from the traditional classroom environment. It is important however, that you plan how and when to study, so that you are making the most of your natural attributes, strengths and opportunities. Your tutorial support unit can offer assistance and useful tips to ensure that you are playing to your strengths.
Planning your study tasks
You should have a clear understanding of the study tasks that you should be undertaking and the priority associated with each task. These tasks should also be integrated with your program objectives. The distance learning guide and the guide to tutorial support for students should help you here, but if you need any clarification or assistance, please contact your tutorial support unit.
Planning your time
You will need to allocate specific times during your calendar when you intend to study if you are to have a realistic chance of completing your program on time. You are responsible for planning and managing your own study time, so it is important that you are successful with this. Your tutorial support unit can help you with this if your time plan is not working.
Keeping in touch
Consistency is the key here. If you communicate too frequently in short bursts, or too infrequently with no pattern, then your management ability with your studies will be questioned, both by you and by your tutorial support unit. It is obvious when a student is in control and when one is not and this will depend how able you are at sticking with your study plan. Inconsistency invariably leads to in-completion.
Charting your progress
Your tutorial support team can help you to chart your own study progress. Refer to your distance learning guide for further details.
Making it work
To succeed, all that you will need to do is apply yourself to undertaking your training program and interpreting it correctly. Success or failure lies in your hands and your hands alone, so be sure that you have a strategy for making it work. Your Certified Learning Provider (CLP) and Accredited Consultant can guide you through the process of program planning, development and implementation.
Reading methods
Interpretation is often unique to the individual but it can be improved and even quantified by implementing consistent interpretation methods. Interpretation can be affected by outside interference such as family members, TV, or the Internet, or simply by other thoughts which are demanding priority in our minds. One thing that can improve our productivity is using recognized reading methods. This helps us to focus and to be more structured when reading information for reasons of importance, rather than relaxation.
Speed reading
When reading through course manuals for the first time, subconsciously set your reading speed to be just fast enough that you cannot dwell on individual words or tables. With practice, you should be able to read an A4 sheet of paper in one minute. You will not achieve much in the way of a detailed understanding, but your brain will retain a useful overview. This overview will be important later on and will enable you to keep individual issues in perspective with a more generic picture because speed reading appeals to the memory part of the brain. Do not worry about what you do or do not remember at this stage.
Content reading
Once you have speed read everything, you can then start work in earnest. You now need to read a particular section of your course manual thoroughly, by making detailed notes while you read. This process is called Content Reading and it will help to consolidate your understanding and interpretation of the information that has been provided.
Making structured notes on the course manuals
When you are content reading, you should be making detailed notes, which are both structured and informative. Make these notes in a MS Word document on your computer, because you can then amend and update these as and when you deem it to be necessary. List your notes under three headings: 1. Interpretation – 2. Questions – 3. Tasks. The purpose of the 1st section is to clarify your interpretation by writing it down. The purpose of the 2nd section is to list any questions that the issue raises for you. The purpose of the 3rd section is to list any tasks that you should undertake as a result. Anyone who has graduated with a business-related degree should already be familiar with this process.
Organizing structured notes separately
You should then transfer your notes to a separate study notebook, preferably one that enables easy referencing, such as a MS Word Document, a MS Excel Spreadsheet, a MS Access Database, or a personal organizer on your cell phone. Transferring your notes allows you to have the opportunity of cross-checking and verifying them, which assists considerably with understanding and interpretation. You will also find that the better you are at doing this, the more chance you will have of ensuring that you achieve your study objectives.
Question your understanding
Do challenge your understanding. Explain things to yourself in your own words by writing things down.
Clarifying your understanding
If you are at all unsure, forward an email to your tutorial support unit and they will help to clarify your understanding.
Question your interpretation
Do challenge your interpretation. Qualify your interpretation by writing it down.
Clarifying your interpretation
If you are at all unsure, forward an email to your tutorial support unit and they will help to clarify your interpretation.
Qualification Requirements
The student will need to successfully complete the project study and all of the exercises relating to the Manufacturing Productivity corporate training program, achieving a pass with merit or distinction in each case, in order to qualify as an Accredited Manufacturing Productivity Specialist (APTS). All monthly workshops need to be tried and tested within your company. These project studies can be completed in your own time and at your own pace and in the comfort of your own home or office. There are no formal examinations, assessment is based upon the successful completion of the project studies. They are called project studies because, unlike case studies, these projects are not theoretical, they incorporate real program processes that need to be properly researched and developed. The project studies assist us in measuring your understanding and interpretation of the training program and enable us to assess qualification merits. All of the project studies are based entirely upon the content within the training program and they enable you to integrate what you have learnt into your corporate training practice.
Manufacturing Productivity – Grading Contribution
Project Study – Grading Contribution
Customer Service – 10%
E-business – 05%
Finance – 10%
Globalization – 10%
Human Resources – 10%
Information Technology – 10%
Legal – 05%
Management – 10%
Marketing – 10%
Production – 10%
Education – 05%
Logistics – 05%
TOTAL GRADING – 100%
Qualification grades
A mark of 90% = Pass with Distinction.
A mark of 75% = Pass with Merit.
A mark of less than 75% = Fail.
If you fail to achieve a mark of 75% with a project study, you will receive detailed feedback from the Certified Learning Provider (CLP) and/or Accredited Consultant, together with a list of tasks which you will need to complete, in order to ensure that your project study meets with the minimum quality standard that is required by Appleton Greene. You can then re-submit your project study for further evaluation and assessment. Indeed you can re-submit as many drafts of your project studies as you need to, until such a time as they eventually meet with the required standard by Appleton Greene, so you need not worry about this, it is all part of the learning process.
When marking project studies, Appleton Greene is looking for sufficient evidence of the following:
Pass with merit
A satisfactory level of program understanding
A satisfactory level of program interpretation
A satisfactory level of project study content presentation
A satisfactory level of Unique Program Proposition (UPP) quality
A satisfactory level of the practical integration of academic theory
Pass with distinction
An exceptional level of program understanding
An exceptional level of program interpretation
An exceptional level of project study content presentation
An exceptional level of Unique Program Proposition (UPP) quality
An exceptional level of the practical integration of academic theory
Preliminary Analysis

There is great interest in productivity; of personal productivity, of output in general, and in productivity which targets business and industry. But interest does not necessarily translate into specific practical action.
Manufacturing Productivity is at the same time both proactive and reactive. It is proactive in that it provides a client with a wide variety of specific, practical, processes, or tools, to management and to those responsible for the production floor. Some of these processes describe productivity practices which have been in use for years, some are quite modern.
This program is reactive by necessity; problems arise and productivity has the tools for many an emergency. We will learn to prioritize issues, and deal with the most important first. Workshops, even this one, will not merely present theory but will describe and illustrate very useful actions, with the intention that you can choose the ones that best fit the circumstances and generate improvements immediately. Good word, immediately, we use it a lot.
Workshops, even this one, will not merely lecture on theory but will describe and illustrate very useful actions, with the intention that you can choose the ones that best fit the circumstances and generate improvements immediately.
Manufacturing Productivity is reactive in that management and operations will build a library of processes, tools, from which they will select appropriate applications to resolve current and future issues.
In both instances, the processes are designed and proven to be effective to advance productivity and generate positive results.
The productivity processes which are included in this program may be implemented to achieve productivity results quickly. The several workshops of the program will describe the processes and point out when and where they will be most applicable.
Just exactly what does productivity mean? It has been reported that there is some confusion about just what “productivity” is. The word “efficiency” is also often used in relationship to productivity so we will clarify that difference as well.
Let’s go to some popular references. Wikipedia in its infinite wisdom describes “productivity is the efficiency of production of goods or services expressed by some measure.” Hmm.
Another definition, to clarify, explains “Measurements of productivity are often expressed as a ratio of an aggregate output to a single input, or an aggregate input used in a production process, i.e., output per unit of input, typically over a specific period of time.” Wow.
Perhaps, “Productivity: the quality or state of being productive”. No wonder we are confused, merriam-webster.com
But keep digging and soon you’ll reach “the effectiveness of productive effort, especially in industry, as measured in terms of the rate of output per unit of input.” That is much better, although doesn’t the word effective means about the same thing as productive?
“Productivity is output divided by input.” That seems to be a standard technical definition and it uses everyday words as well.
Efficiency is not defined as simply, in the technical sense. “The term efficiency refers to the peak level of performance that uses the least amount of inputs to achieve the highest amount of output. Efficiency requires reducing the number of unnecessary resources used to produce a given output, including personal time and energy.” Pretty good.
“Efficiency in management means performing activities with the minimum wastage of resources which also refers to optimum utilization of resources so that the organization can maximize the profit.” Not bad.
“The term efficiency refers to the peak level of performance that uses the least amount of inputs to achieve the highest amount of output” says investopedia.com. All right, we are reaching a consensus.
Results of productivity activity are difficult to report and measure
One complication is that a basic tenant for measurement of productivity is that an acceptable project achieves improvement when “all other things are equal” and that seldom if ever happens. It is also difficult or perhaps impossible to conduct a statistically accurate, double blind, study of productivity in manufacturing.
A basic question has a complex answer. Just how do you measure productivity? There is a Harvard Business Review article, from 1988, which explains the complexities of measurement. It almost appears as if productivity is easier to improve than to measure. Although an internet search for specific, direct actions to take in order to improve productivity will be quite disappointing.
The article from the January 1988 Harvard Business Review is entitled “No-Nonsense Guide to Measuring Productivity” by W. Bruce Chew. The emphasis of this fine scholarly article is on measuring productivity, not improving it. And this program, Manufacturing Productivity is just the reverse, improving productivity, and not measuring.
Any definition of productivity must define the factor which is productive. And manufacturing certainly has quite a number of factors which influence productivity; labor productivity is one of the primary ones. A comprehensive measure which fits the bill well is called multifactor productivity (MFP), or total factor productivity (TFP). Either is a measure of economic performance which compares the amount of goods and services produced (output) to the amount of combined consumed to produce the goods and services. Labor, capital, energy, materials, and purchased services are inputs, and very complex inputs to be sure.
In this program of Manufacturing Productivity, measurement of productivity will not be a focus or a significant point. Our program will concentrate on improving productivity and leave the measurement to someone else.
The “No-Nonsense Guide” does however recommend not to concentrate on direct labor as the focus for productivity improvement, mainly because direct labor constitutes, Mr. Chow says, only 10% of cost in most instances.
Manufacturing Productivity agrees wholeheartedly with this direction and presents plenty of techniques and processes to tap the other 90%. Any and all inputs, when reduced, will increase productivity.
This program offers the option that, for your organization and your unique circumstances, a choice of individual targeted practices will be more useful than a single large proprietary process.
You will read in other sections of this program the phrase, “one size does not fit all”. It doesn’t. Manufacturing and production entities are all different, with different product, technology, machinery, manufacturing facilities, and perhaps most importantly of all workforces from which to draw and resources to assign. Remember our keyword, dynamic. One size does not fit all. With this program you will find myriads of specific processes (think tools in your tool belt) ready to use, spelled out, with guidelines and instructions, ready to apply to your problem of the week.
This program is not composed of a long string of “first do this and next do that” guidance. Manufacturing Productivity consists of a large number of targeted, concise, often stand-alone processes from which you can pick and choose as they fit your circumstances.
Welcome to 2022
Usually in the dynamic world of manufacturing, the most important issues and opportunities have to do with the financial picture, meeting the schedule, inventories, workforce quality and quantity. The manufacturing problems of 2022 still have the same headings but the details are more complicated, now including uncertainties in the supply chain, or to the ability to have employees report to work at all, and then in an environment free of infectious disease; a labor market that is not only tight but also suddenly thinking of quality of life in addition to the job, new technology.
Today the situation in international commerce is a significant concern. There are logistical changes, due to or at least blamed on, the COVID epidemic; worldwide demand has been affected and individuals are prevented from working; there may be a shortage of oceangoing vessels, or a backup at seaports, individuals may choose to work remotely. There are broader implications too, international tensions and the supply chain imbalances both of which may be short or long term.
Early in January 2022, the headlines read, “US Manufacturing Unexpectedly Tumbles To 12-Month Low as Prices-Paid Slump”. What is that all about? A portent of things to come or an aberration? Either way, productivity can help manufacturing, but not overcome world events.
Let us consider, from a few years ago but still pertinent, the following discussion of the KISS axiom.
K I S S
Keep it simple, sir (or sweetheart). Because any one who keeps it simple is not stupid.
The KISS principle applies many places, but this section will focus on productivity, although not so much in the workplace, and especially with comment from savvy moderns.
A. Product lines
Thanks to http://blogs.forbes.com/carminegallo/2011/05/16/steve-jobs-get-rid-of-the-crappy-stuff/.
Apple recently passed Google as the most valuable brand in the world. It’s extraordinary to think that the world’s top brand has a product portfolio that could fit on a small table. Of course that’s part of the reason why Apple is so successful—its relentless focus on creating a small number of simple and elegant products. One story provides a glimpse into how Steve Jobs and the company he co-founded has achieved its stunning success. The story comes to us courtesy of Nike CEO, Mark Parker. He said shortly after becoming CEO, he talked to Steve Jobs on the phone.
“Do you have any advice?” Parker asked Jobs. “Well, just one thing,” said Jobs. “Nike makes some of the best products in the world. Products that you lust after. But you also make a lot of crap. Just get rid of the crappy stuff and focus on the good stuff.” Parker said Jobs paused and Parker filled the quiet with a chuckle. But Jobs didn’t laugh. He was serious. “He was absolutely right,” said Parker. “We had to edit.”
“People think focus means saying yes to the thing you’ve got to focus on. But that’s not what it means at all. It means saying no to the hundred other good ideas that there are. Innovation is saying ‘no’ to 1,000 things.”
B. Value added explained
We will cut to the heart of what value added means, but you will have to judge how it suits your operation for yourself.
1. We refer extensively in manufacturing productivity to the concept of eliminating waste, with the final judgment being that if a customer is not willing to pay for something, it can be considered to be waste.
2. One student of productivity reminds us, “The first consideration, of course, is not just doing what you do with maximum efficiency, but deciding if it’s even what you should be doing in the first place.
Even more importantly is providing a product that is unique enough (and there are many ways of achieving this uniqueness) to avoid being a commodity and to be able to justify higher prices. To add value.”
Combine this thought with 1 a); something that does not add value may have been created because it was believed that a customer pay for the activity. Review the belief; either the activity will pay for itself or not.
3. Bill Waddell
https://www.bill-waddell.com/ 2021
On an excellent site titled Evolving Excellence, in a blog entitled To Value or Not To Value, Bill Waddell makes a rigorous case. Among other things he says
“The bottom line is that it is very important that the discussion be held within every company and that ‘value adding’ be well defined.
Value adding expenses should be reduced very, very carefully because it is too easy to degrade customer value in the process – that is the trap too many companies that run to China fall into.
Non-Value Adding expenses, should be cut with near reckless abandon.
For that matter, in many companies, they should not be reducing overall expenses at all. Instead they should be shifting expenses from non-value adding activities to ones that genuinely enhance the value of the product and will enable them to command higher prices. That is the real lesson from Toyota’s history. Their cars are not cheaper than their competitors – they are a better value. A greater percentage of the money paid goes into the car, while their same-cost competitors are squandering it on administrative nonsense, overblown advertising, global logistics and other waste.”
4. Toyota Production System, per Art Smalley
You may say, Toyota is having trouble too. That is so, but Toyota Production System (TPS) is not the reason. Art Smalley, President, Art of Lean, Inc. wrote “TPS vs. Lean and the Law of Unintended Consequences” in Superfactory in 2006. From that article, I quote:
“In the U.S., becoming Lean appears to have gone down a path of implementing tools such as “one piece flow”, “value stream mapping”, “standardized work”, or “kaizen events”, but results have not always followed. Toyota, by way of contrast, has stayed focused on its principles and a disciplined emphasis on process improvement to obtain results such as “making a `profit”, “reducing lead-time”, “improving productivity”, “achieving built in quality”, as well as “respecting human dignity of employees” etc. The difference may sound trivial, but it is actually significant.
“While other individuals have commented on the need in Lean to have “problem awareness” or “kaizen consciousness”, the phrase I remember most from my superiors at Toyota was to have “cost consciousness” and to never waste a dime.
“Put a stop to the dogmatic routine of using any single tool (value stream maps, kaizen events, or any other) and expecting that it will highlight or solve all the problems in the facility.”
5. Total Productivity
In 2005, Delphi Corporation went bankrupt, was under for years. The Lean community was in a tailspin for a long time, because Delphi had been awarded 24 Shingo Prizes for Lean excellence in their factories, and if an award winning company went bankrupt, what hope was there for the rest?
The factors were discussed on the outstanding Superfactory web site for months, but I quote from a November 5, 2009, article by Bill Waddell. An eye-opening statement there is ” Very few companies have advanced with lean manufacturing until you can see the results financially — perhaps one or two percent at best.”
Why not? Perhaps a reason is that few organizations apply cost consciousness throughout, as they do on the production floor. What is direct labor cost in your organization? Ten percent or so? What if you save a third of that, a very aggressive target? Peanuts. Put the same effort into the major line items on your P & L and see what results you achieve.
6. Inventory
Another challenging topic in the Mr. Waddell’s Delphi article concerns inventory, and how it was considered by Taichi Ohno, one of the two founders of the Toyota Production System. “Taichi Ohno said in quite clear terms that inventory is ‘waste’. Our financial and operating systems and practices are built around the deeply embedded principle that inventory is an asset.
“Was Ohno’s use of the term ‘waste’ simply a euphemism or an erroneous translation? Or is it simply easier for us to assume that he was speaking in flowery language than to confront the idea that the core of our balance sheet and P&L logic might be wrong?”
A thousand years ago probably the “two-bin” inventory system was invented. A guess is that a Roman centurion wanted to be sure his Legionnaires didn’t run out of swords. He ordered two bins of swords; and when the first one was empty, he ordered another. Is there an easier and more foolproof system?
Economic order quantity is more recent and has a few more safeguards, but still simple and elegant.
7. Specifications
Consider what your organization produces, and how it specifies the attributes. Do you produce thumb tacks and have a set of pharmaceutical quality specs? Perhaps all of us have wanted to produce thumb tacks and have as a sole spec, “one end shall be more pointy than the other.” But in that case, the spec could be adequate. Look again at point 1 a) with specs in mind.
8. Lean versus fat
Does anyone set out to design a “fat” operation, overloaded with un-necessary requirements? Probably not, probably inefficient systems evolve with good intentions. But now your process may need revolution to reach a satisfactory level. Blame is not important, but an objective look at the specifics is.

This workshop, #1:
Will introduce and summarize Manufacturing Productivity, its scope, and what to expect in future workshops.
Attendees perhaps will include an executive group of ten, for their knowledge, guidance, and strategy acumen. For a manufacturing plant, job titles could be such as Plant manager, Director of Operations, Director of Manufacturing, Director of Materials, Director of HR, Director of Finance, Manufacturing Manager, Manager of Engineering / Maintenance, Manager of IE, Manager of Cost Accounting. For a larger manufacturing section, titles would vary.
Workshop # 1 will frequently refer to the special challenges that face business and commerce in general and manufacturing in particular in the year 2022. This productivity improvement business has always been challenging but it seems that 2022 has brought a few new twists into consideration.
But this session will also contain references to specialized or targeted practices and processes that don’t readily fit into a later workshop. A routine statement will be that “one size is not fit all”, and not coincidentally a primary feature of the overall program is that it offers many different processes. All of them will not apply, but some of them will be quite well designed for the situations that your organization encounters in 2022.
Some of the processes are related, work measurement being an example as a technique that will apply in order to analyze and evaluate other circumstances.
Other processes will have specialized uses, and in some cases when you use one process another one is not at all appropriate; for instance, among the various options to schedule production and inventory the choice may well be either / or.
The subject “manufacturing productivity” implies the production floor, where product is made, and this program certainly spends a great deal of time on the production floor, and with people who work there and who provide support to what goes on in production.
Productivity is a larger topic than just the manufacturing floor of course, but at the same time shop productivity can be positively or negatively affected by actions of support operations and by management strategy. Many if not most decisions in business are trade offs, in that by taking an action one achieves an intended result while understanding that some other result or performance indicator may suffer as a result. This program will include numerous examples of business strategy, of actions taken by other departments, and even of consequences of formal support programs, which will negatively affect productivity. A student of productivity in manufacturing will not automatically assume that any particular strategic imperative is either right or wrong because it has an effect on direct labor productivity. The purpose of this program is to raise the awareness that some management actions take him for one purpose may have the dreaded unintended consequence of reducing productivity.
The positive side of a management action is that it in itself can raise productivity in the larger sense, not necessarily labor productivity but reducing overall input and or raising overall output.

Later workshops
Actions and processes will be presented to deal with a wide variety of circumstances commonly found in manufacturing. Each workshop will concentrate on a particular aspect of overall production, on the factors that influence the effectiveness and success of manufacturing. Specific processes will be presented, targeting specific opportunities to increase production output and or to reduce inputs.
Workshop 2:
Establish work measurement; instruct in the purposes, processes and mechanisms to be used in developing objective work measurement.
Accurate and consistent work measurement is critical in productivity management. The work measurement process will develop expected production rates, and those rates will be used simultaneously for two primary reasons, to evaluate performance for individual and departments, and to provide expectations which will be built into perform Key Performance Indexes.
The workshop will provide instruction as to how times will be determined on the production floor, how rates will be constructed from the observations, how all the data will be maintained and results issued to finance, and to those who plan schedules and capacity.
Workshop 3:
Reduce waste, and the Pareto Principle.
Reduce waste
Just what is waste? A March 2009 “Business Week” article presents this test:
Will a customer pay for this activity?
Will my service fail without this activity?
Will I go to jail if I eliminate this activity?
Answer “no” to all three, and the activity can essentially be defined as waste.
Sounds good.
Another term for waste is nonvalue added activity. From this definition it is apparent that non-value-added activity can be found in any sector of an organization. This workshop then will not limit itself just to the production floor, but to all sectors of the organization chart, strategy, practices, applications.
Pareto Principle, 20% of the elements will constitute 80% of the cost, or problems, or time. Let’s work on the most important opportunities. For “Pareto”, the word “priority” may often be used.
At the same time, we all remember the quotation, “for want of a nail a shoe was lost” leading on to loss of a horse, a rider, a battle, a Kingdom. This Pareto Principal business is not quite as simple as it may appear.
The workshop will consider both non-value-added and the Pareto Principle, each in the light of the other topic.
Workshop 4:
Productivity Constraints.
Consider specific factors and equipment which limit client output and / or productivity. Suggest practices and processes to identify and manage manufacturing constraints so that output may be increased.
This workshop should have two sessions. One will focus within the environment of manufacturing and production. Another session will consider the effects on floor productivity which result from organizational decisions which perhaps have been made with other primary objectives in mind.
Workshop 5:
Achieve outcomes. For eleven sessions a focus will be on output, but this day we will consider not just output but also assure that the output is:
• right product; with emphasis will be on new product development and introduction.
• in the right quantity; inventory management, Just in Time or Just In Case, batch sizes, changeovers.
• of the right quality; 6 sigma, zero defects, rule of thumb.
• at the right time in the right location; site search, plant loading, relocate, consolidate, modernize
• under the right measures; appropriate metrics for manufacturing
Workshop 6:
Improve the workstation, in order to reduce input as well as increase output. This workshop will center on the production workstation, where guidelines were established in the earliest days of Frederick Taylor’s Scientific Management. Ohers have added and embellished ever since, In the working environment has been improved by technology, electronics, ergonomics, and computerization. There is a wide variety of processes available to improve the workplace, both mechanized and less-automated production workstations; methods, motions, tools, workplace layout, controls and sensors, ergonomic motions.
Workshop 7:
The lead topic for one session will be production department reporting currently in use; floor reporting, scorekeeping, using production rates to set schedules. In this session we will explore shortcomings, usefulness of existing reports to management, to floor supervisors, and timeliness of availability. Improve the extent to which reports inform direct supervision and management so that they may quickly and accurately react in order to increase output and decrease input.
A second topic of the first session considers the extent to which manufacturing work measurement data is now used routinely to establish direct labor requirements current and future, production schedules, capacity, cycle times, effect of product mix.
In the other session, the topic will be opportunity for support departments to utilize work measurement practices for repetitive activities which occur routinely, such as warehouse and shipping activity, such as preventative maintenance and changeovers, Such as repetitive activity within the quality organization by persons whose function is sampling or lab work perhaps.
Workshop 8:
Changeover and interruptions to production.
How to analyze and improve changeovers, and the processes available to assist. This workshop will focus on interruption to production, on practices and performance which limit output or add input on the production floor.
Three groups, maintenance, materials management, and the quality departments support production and contribute a considerable amount to manufacturing productivity, by the ways in which they conduct their own activities. This workshop will consider both timing and implementation of the necessary interruptions to production.
Workshop 9:
Product cost reduction; overhead cost reduction, profit improvement.
Many specific ideas for practical cost reduction, to reduce input and to add output, will be offered. The emphasis will be on specific actions within the organization. A useful subject has to do with the topic, “Do your own practices get in the way?” Remember the Pareto Principle.
Consider and adopt which of these ideas may fit into the organizations objectives, culture, personnel.
Institute formal Cost Reduction or Profit Improvement throughout the organization.
Workshop 10:
Modern management planning and control processes, and the golden oldies.
Topics for discussion; a wide-ranging review of useful modern and classic processes to increase output and reduce input; to expand process capabilities and reduce limitations. Define the targets and particular areas of usefulness of the programs and processes. The emphasis will be on processes and concepts, and not so much on specific ideas which were the subject of workshop #9.
Workshop 11:
Layout.
Arrangement of people, of materials and equipment, is at the very heart of productivity. Such arrangement is divided into two major sections, the first of which is Facility Planning which has to do with which buildings and operations are located where, dedicated to what, and when expansion or consolidation or replacement should be considered.
Another session will address plant layout. Layout activity especially major layout is not necessary every day. But there are processes to perform major and minor layouts correctly. The layout principles and the processes will be presented for the time that they are useful.
Workshop 12:
Results and achievements from previous workshops. Further development of selected topics.
Summarize client action, short term and long term, and results to date.
Expand on subjects of interest as the client requests.
Course Manual

Course Manual 1: Productivity Highlights
Manufacturing productivity doesn’t have a long history, doing back only to the start of the industrial revolution. The major productivity influences early-on were inventions, the printing press even before the industrial revolution, then mass production, the cotton gin, and devices to bore the barrels of firearms, to name a few which have had a disproportionate influence on civilization.
In the late 1800s, Frederick Taylor used a stopwatch, studied bricklayers, and improved methods. Other early pioneers were Frank and Lillian Gilbreth, who used work measurement but started to consider the other factors of productivity as well.
Since by definition productivity includes a large number of factors, this program will cover issues other then just what happens on the production floor, although we will thoroughly deal with those. But since productivity is highly dependent on management decisions and strategy, capital and therefore automation, some sessions will be dedicated to those subjects, offering multiple good options, both modern and golden oldies, for use.
Among all of the possible factors that affect productivity however, direct labor is still a good place to start. Labor has a cost of its own, and even if labor cost is not a large percentage, the major function of labor is to operate equipment and processes efficiently and to optimize their capability. So, we will start there, after first assessing the as-is situation.
However, if you seek a program laden with technology or buzz words, this isn’t it. (But all are fully appreciative of the electronic devices now available to measure, control and calculate.) This program, Manufacturing Productivity, zeros in on the heart of manufacturing, namely what happens on the production floor, the warehouse dock, the machine shop site. And many of the processes and techniques that are so very useful on the production floor go back to Taylor, who practiced them over a century ago. Since manufacturing has learned over the years, we will add in those recent factors that have proved effective.
By the way, work measurement is just as effective in the office, the lab, the maintenance shop, the field, the customer service unit, and the warehouse as it is on a production floor. These processes are transportable, apply them wherever there are repeatable tasks.
We will not forget that we are in the year 2022, and the unique circumstances that this year brings as, hopefully, we are emerging from a pandemic but still face international political uncertainty and interruptions to the supply chain. Today the situation in international trading is a significant concern. There are logistical concerns, due to or at least blamed on, the COVID epidemic; worldwide demand has been affected and individuals are prevented from working; there may be a shortage of oceangoing vessels, or a backup at seaports, individuals may choose to work remotely. There are broader implications too, international tensions and the supply chain imbalances each of which may be short- or longer-term issues.
Welcome to 2022.
Typically, in the manufacturing productivity arena, one size does not fit all. In 2022 that admonition seems even more important, so Manufacturing Productivity offers a wide variety of straightforward processes; differentiated and specialized, simple enough to install rapidly. During Manufacturing Productivity, the processes will often be called tools, as in tools in a tool belt.
Alright, that’s enough about history and philosophy let’s get down to some serious productivity ideas that we can take to the bank. There will be much more about these in the future, scattered throughout the workshops. But as a starter let’s consider
Course Manual 2: Top 10 Productivity Tips
1 and 1 a. For me there are two pre-eminent concepts that seem always to work well. Nothing is more important than either, so we’ll put them at the top: Pareto’s principle (also known as ABC priority, or the 80/20 rule), and get the waste out. You will also find these two concepts to be the subject of workshop # 3, and woven through many of the other terrific ideas below.
Pareto Principle Vilfredo Pareto, a 19th century, Neo-Classical economist mathematically described the unequal distribution of wealth that he observed in the world around him. His observation, known as Pareto’s Principle, has been profitably extended into other fields of inquiry: in business Pareto’s principle tells us that a few of the inventory items will constitute most of the value; a few processes will give most of the trouble; a few line items will generate most of the cost; a few constraints will control the entire pace of operations; a few misdirected efforts will create the most issues. Also known as ABC priority, and the 80/20 rule.
Expressed most simply, productivity focuses on those few items that influence the largest result; Show me the money.
Get the Waste Out
What is waste? A March 2009 “Business Week” article presents this test:
Will a customer pay for this activity?
Will my service fail without this activity?
Will I go to jail if I eliminate this activity?
Answer “no” to all three, and the activity can essentially be defined as
waste.
Sounds good to me. Apply the test to all aspects of the organization’s overhead, especially the major cost factors using Pareto; find and cut out waste.
Removing waste is a big part of the Toyota Production System, but years ago it was equally central to Value Analysis and Value Engineering. And its intrinsic value was first mentioned by Frank Gilbreath in 1916.
Other high-quality tools and techniques follow, in alphabetical order. Choose what applies even if your problems are not in alphabetical order.
Activity Based Costing.
ABC.
ABC is designed to relate individual line items of overhead cost directly to a given product, instead of allocating costs less accurately or even smearing overhead cost across dissimilar operations. An ABC model will assign more costs previously classified as indirect (overhead) into direct costs, compared to conventional costing models.
ABC is most useful in situations where products require different amounts of time, labor, technology, or equipment as they move through the process. For instance, expensive laboratory or test equipment may be needed for certain products; or labor-intensive applications of technician time are expended; or entire batches of product are kept in quarantine Inventory until tests are complete; one component may come from the vendor next door while another one comes from halfway around the world. Activity Based Costing will identify costs and overhead departments and assign them to the products with which they are associated, rather than smearing all overhead costs across all products.
Overhead is often considered “fixed” when nothing could be further from the truth. But unless defined by a mechanism such as ABC, overhead items may be poorly differentiated, hard to understand and manage. ABC may require more time and effort, but much more of the cost structure can be directly related to cause and effect. It is said that no cost is fixed if you are willing to change your assumptions.
Economic order quantity; EOQ.
An EOQ is the level of inventory that minimizes total inventory holding costs. It is one of the oldest classical production scheduling models. It applies accurately and simply to purchases and manufacturing batch sizes, and the math relates current costs to all the factors that vary with batch size. Rather than rigidly choosing a batch size or Just in Time delivery, optimize considering the total real costs throughout the system.
Expectations
Create expectations, because everyone wants to know what they are expected to do. That is true of you and me and all the people in your organization. How specifically should expectations be expressed? Ah, that is a tricky question.
A suggestion is that a good estimate is better than no statement at all, another is that it is possible to over-define the detail. Performance standards, quality specs, delivery schedules, standard costs, project management are all superior options which will be topics in later workshops, applied in the circumstances that a Pareto analysis has indicated to be important.
Stockholders and customers want to know what to expect from an organization, as well. The answer to them will be more accurate when internal expectations are established and met.
Flow chart
“Flow chart” may be the mechanism of graphically showing the steps of an operation or process, or it may refer to the diagram itself. For many the first step to understanding an operation is to flow chart it. Value chain mapping is a later term.
Flow chart an operation and you will list this steps that occur. Then, note what occurs, and there are only five things that can occur: a work operation, a move, a delay, an inspection, a storage. Note that four of these possibilities do not add value.
Lean six sigma adds a further refinement, and categorizes overproduction, over-processing, and defects in the list of non-value-added elements.
Work of any type can be flow charted; products, paperwork, electronic documents.
Good news, boss it’s bad news
This line of reasoning is most assuring when you hear it from the top down, as Abbott Labs applied it. Of course, not all bad news is easy to deal with. But when the boss and the employee understand the bad news as a learning experience, as an opportunity to change whatever caused the bad news, the circumstance can be useful. The phrase ”it is what it is” is a trite expression, but in a similar manner it can be a positive basis for change. We cannot change the past, but we can change the future.
When any necessary remedial action is applied, and the ship righted, then define just exactly what happened and why, determine and install a proper quick fix at least and at best a longer-term permanent solution.
Line balance,
in the broad sense of balancing all the resources involved. The objective is to assign members of a working group so that production flows smoothly without constraint. The members may be equipment, or people working alone or in crews or teams. Note that optimum workloads are not necessarily equal; be sure to load the bottleneck or the primary cost / income producer so that it is always producing, even if secondary ones are not so busy.
Management by Walking Around Case study:
A situation has occurred, wherein an executive named Manny used a practice which he called “management by walking around”. Manny was an elder statesman and reported directly to the plant manager; he was very knowledgeable about the business, products, and operations. Manny made it a point that at any given moment he might be at any location in the large Revlon manufacturing and distribution facility. He did not carry a stopwatch or clipboard, and was completely open to questions, observations, recommendations, complaints from anybody on any subject. Just as openly, he might ask questions although he never gave direct instructions because that could interfere with the normal chain of command.
Manny’s practice of Management by Walking Around contributed to a very desirable openness in the operations of this facility, and rapidly brought attention to important issues. An objection could be stated that information flow and correction of problems sometimes got outside the established channels of communication, and that sometimes trivial issues received attention they did not deserve. The practice of Management by Walking Around is not necessarily recommended practice in every situation. but the openness that Manny’s presence generated was very valuable, issues were frequently identified before they could become serious, and other executives could practice the habit of routinely observing operations firsthand, to very good effect.
Performance reporting.
Expectations such as standards or quotas are useless without objective reporting of actual performance against the expectations, and the communication of the reports to those concerned. Is it possible to assign accountability without accurate, timely reporting? No.
Reports are a valuable tool to the supervisory level on the production floor, in the shop, in the warehouse. These individuals cannot be at every place all the time, so they will rely on objective reports at the end of the day to tell them the net results so that they can take remedial action when it is necessary. And of course, these reports must be timely; in a dynamic production setting a report that comes a week after the fact is pretty useless. And reports must come in an understandable format, with the descriptions and units that are commonly in use in the production setting itself.
Product pruning Case study:
This is the concept ITT applied to review each product or output periodically to determine whether it should remain in the catalog. The judgment can relate to profitability or to a subjective measure, and absolutely requires accurate standard costing and overhead allocation. Sales may complain that customers love a product being pruned; why would they not love it if they get it below cost?
When all the data are compiled about the true cost of the product, a valuable side effect can be realized. The products with the best cost performance can be recognized so that appropriate marketing and sales tactics can be employed to leverage that performance.
Pull system.
A manufacturing planning system that loads production based on communication of actual real-time needs from downstream operations and customers, ultimately sales demand stated and met in real time as opposed to a push system which schedules upstream operations according to expected sales volumes. Don’t stop forecasting but do set up your process to recognize real demand and react quickly.
Short Interval Scheduling Case study:
SIS. A system invented by Alexander Proudfoot to improve work assignment. First applied in warehousing at Montgomery Ward, it was effective there and for management of other short interval jobs. Short interval scheduling is self-explanatory, and any spouse or partner will routinely practice it for assignments around the house. Take out the trash, honey, when you are done in about two minutes; then come back and I’ll give you the next chore.
This level of control may look like micromanagement, but in many circumstances, it can improve productivity and throughput. Both boss and worker get positive reinforcement from each task completed, and both know that a task is done so we can move to the next step. The actual time taken then can be entered to update the data base.
Surgeons
What do surgeons have to do with productivity? Surgeons are related to high skill and great care, and not to high volume output. That’s just the point. The hospital doesn’t require the surgeons to clean the operating room, do they? Of course not, the emphasis will be to remove all unnecessary work from those skilled hands and to assign it to someone with a bit lower skill set and pay scale.
The parallel is, in your operation, do you require your skilled pairs of hands to perform work that could readily be performed by someone less skilled? Identify please some of the highly skilled job titles in your organization, and those titles can be in either direct or indirect positions. Now observe those people at work and note which activities could be removed from the skilled operator and assigned to another person.
To remove activity doesn’t necessarily increase the output of the skilled operator. A skilled operator may be limited by a machine cycle for instance. But if removing the lower skilled activity allows the skilled operator to spend more time on those technical details of his job that require all his attention and ability, that is productivity personified.
If a shifted activity adds value, it still must be done, so the man hours will remain the same, but the skilled operator will have more time to apply the particular skill.
In the year 2022 when skilled workers are in short supply, this technique can mitigate the demand on the available talent. There is also a belief, perhaps not proven, that many of us human beings don’t care too much about the paperwork, nor the tasks of clean up and set up so often required.
Total Productivity
requires an understanding that productivity is not just for the production floor but can generate improvement throughout an organization. Indeed, following Pareto’s principle, the majority of financially valuable elements will be elsewhere than on the production floor. Total productivity is near the bottom of the alphabet, but in actual practice you had better move it up the list.
Future workshops, especially #5 and #10, will dig more deeply into the possible actions that are available relating to corporate or local management practices and strategy.
Toyota Production System; TPS,
often known as Just in Time, or JIT, or Lean Manufacturing, or Lean. The source of all of these was the post-war Toyota Motor Company of Japan, developed by Sakichi Toyoda and his son Kiichiro. Taiichi Ohno is widely credited with making TPS a reality. Consultant Shigeo Shingo was an important contributor as were Eiji Toyoda and Saito Naichi. Ohno said, “The most important objective of the Toyota System has been to increase production efficiency by consistently and thoroughly eliminating waste. This concept and the equally important respect for humanity are the foundations of the Toyota production system.” Please don’t overlook the latter objective.
In December 2021 it is reported that five and a half million Americans quit their jobs. While the reasons certainly were varied, perhaps of those who left their jobs, many felt they personally were not respected.
Search out excellent current authors on lean and TPS; Bill Waddell at Evolving Excellence; Dr. Bob Emiliani, at The Center for Lean Business Management, and Michael Baudin.
Oops, that is more than ten tips, but all are too good to remove. After all, this program is about productivity not arithmetic.
Exercises for Top 10 Productivity Tips:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 3: What to Expect
This study of manufacturing productivity is process driven. We know that productivity is a complex topic, and that most if not all of the segments of an organization can contribute. The workshops will list more particulars, especially of processes shown to be effective in advancing manufacturing productivity.
The processes or tools which are used to achieve elements of productivity are not closely dependent on one another for their effect. Select the tool to fit the objective, and it often does not require extensive knowledge of other tools to be successful. One exception to the guideline is that work measurement is often used to facilitate gathering of data, to understand a target activity and develop useful alternatives.
In a similar manner, productivity processes may address essentially every function of a manufacturing entity, from direct labor and materials through support and management.
This instruction program will endeavor to identify clearly not only how productivity functions are utilized, but also just how they are most effective, for what purposes, and under what circumstances.
Workshop One is composed of two major topics, assessment of as-is conditions and manufacturing productivity. These two topics will be interwoven throughout the workshop, with a particular emphasis on relating the assessment topics to productivity, and prioritizing opportunities which offer the most potential for improvement, and the most value.
Productivity is a subject composed of many actions. All of the activities in an industrial world must be the responsibility of some function within the management structure, so a portion of this workshop will be dedicated to that organization and to effective mechanisms to perform and administer the various segments of overall productivity. The position of this program will be to suggest that the department which administers work measurement may be located in different organizations, but that different options are possible. It is important however that the procedures and practices of work measurement be standardized and relatively rigorous. Because this department issues rates for other people, the system must be transparent, straightforward, and operated with integrity.
First, just exactly what do we mean by productivity?
Productivity is defined as output divided by input, so any action which increases output or reduces input will increase productivity.
Productivity improvement is often considered to be restricted to the production floor. However, any department whether direct or support; any aspect of activity affecting labor, materials, equipment, facilities, or services, can make a contribution to productivity improvement.
For instance, overall productivity is often reliant on management strategy and practice. The Preliminary Analysis will outline the topics and attendees for later workshops which will elaborate on tailored processes known to contribute to productivity throughout the organization.
The classic productivity mechanisms
for manufacturing have not gone out of style, if anything computer capabilities and electronics have simplified and augmented their use. New concepts are proposed routinely, with broad or narrow application. Constructive, productive solutions to a wide range of challenges in a multitude of industrial settings are available and presented herein.
This program, Manufacturing Productivity, zeros in on the heart of manufacturing, namely what happens on the production floor, the warehouse dock, the machine shop site. To describe manufacturing in one word, try Dynamic. The one manufacturing constant is change.
State of the electronic art, and productivity.
To a very large extent, manufacturing productivity is interlaced with modern electronic application and program technology. But the state of the art of electronic technology, both programs and equipment, moves so rapidly that any web address given here as the newest and best thing, could easily be out of date by the time this program is studied, or even tomorrow. Therefore, this program speaks primarily to non-technical applications.
The processes which are described and recommended will follow the MOST format to begin with, and then get into the specific detail that constitutes the process itself. They might well use an Excel spreadsheet, or even refer to an older, or scientific web reference, but otherwise are not especially sophisticated.
They subjects of simulation and modeling are examples of modern computer applications that have been proven technically, and in practice have produced remarkable results. There are multiple programming systems for the various programs on the market, and their performance is rated on websites, because some architectures are considered to be better at dealing with particular kinds of production simulations than others. A long-term solution for a very complex problem, for instance to understand and predict the behavior of an extensive and complicated assembly line, is an example where a simulation or modeling program could be effective. But such a proprietary simulation or modeling program can be expected to be expensive to obtain, and to require some amount of time to describe behavior and interactions of the line and enter them into the program.
In the meantime, and quickly, some portions of that complicated line might be improved by older and simpler processes, Identification of constraints, work measurement, line balance and man-machine chart, for instance.
This program offers the option that, for your organization and your unique circumstances, a choice of individual targeted practices will be more useful than a single large proprietary process.
And that’s just for today’s problem; with this program in effect, you still have a full toolkit of options to apply to next week’s problem.
You will read in other sections of this program the phrase one “size does not fit all”. It doesn’t. Manufacturing and production entities are all different, with different product, technology, machinery, manufacturing facilities, market and perhaps most importantly of all workforce from which to draw and resources to assign. One size does not fit all. This program offers a wide variety of options, so that you may choose an approach and tool well fitted to your particular issue.
Course Manual 4: Productivity/Efficiency/Measurement
The preliminary analysis section spoke to the issue of productivity measurement, especially in the “big picture”. There is a Harvard Business Review article, from January 1988, which explains the complexities of measurement. It is called No-Nonsense Guide to Measuring Productivity, written by W. Bruce Chew. The emphasis of this fine scholarly article is on measuring productivity, and it offers extensive insight but into productivity in the big picture.
Any definition of productivity must define the factor which is productive. And manufacturing certainly has quite a number of factors which influence productivity; labor productivity is one of the primary ones. A comprehensive measure which fits the bill well is called multifactor productivity (MFP), or total factor productivity (TFP). Either is a measure of economic performance which compares the amount of goods and services produced (output) to the amount of combined consumed to produce the goods and services. Labor, capital, energy, materials, and purchased services are inputs, and very complex inputs to be sure.
This section of the manual will address how productivity improvements in an individual manufacturing organization can best be measured.
The short answer to that question is, with difficulty.
Measurement is not a primary focus of this program, as it will concentrate on improving productivity. But in a manufacturing environment, productivity and efficiency measurements are both important, and direct labor rates will be entered into various Key Performance Indicators. This section will suggest options to measure performance within the scope of manufacturing, in order to evaluate achievements.
Productivity is the sum total of all outputs, divided by the total of all inputs. A process in place to recognize and quantify all inputs, and all outputs, will need to be sophisticated. A basic tenant for measurement of productivity is that an acceptable project achieves improvement when “all other things are equal” and that seldom if ever happens.
In a stable manufacturing environment without any new capital investment to speak of, literally all you have to do is count the heads before and after; if there are the same pieces produced and less heads then productivity is better. That’s not necessarily true, depending on product mix perhaps but it’s generally true, over a short term when there is relatively little equipment or technology change.
But in an equipment- or technology-intensive operation, counting the heads is not a good way to prove productivity increase, because large amounts of capital money may have been spent to automate, to reduce the heads. Variance analysis will be a superior method to determine change, especially usage variance of the unique elements of the improvement in question.
One possibility that might be especially troubling, is how overhead cost is absorbed. If overhead is absorbed by direct labor hours earned, after a labor improvement project there may be fewer direct labor hours required to generate the same amount of product.
Many of the processes presented in this program are specific enough, and localized enough, that immediate improvement should be recognizable and provable one week or one month to the next, before and after an improvement was made. The circumstance may after all be close to “all other things being equal”.
Productivity or efficiency
These two terms are often used more or less interchangeably, and that is acceptable except when there is a specific, narrowly drawn definition in question.
One differentiation that proves useful in a manufacturing environment, for an individual or a group is as follows.
Productivity is often defined as a measure of results over a shift, say 8 hours. Units produced, divided by 8.
Efficiency is often defined as a measure of results over the period of time actually spent on the job working. That time on a given day might be 8 hours minus machine downtime minus the time for a safety meeting. Units produced, divided by 8 minus down time minus meeting length.
In this example, while efficiency could be 100%, productivity could be 93% because of the lost time.
It is quite useful to calculate both of these measures. Efficiency is a measure of individual personnel, and how well they do when the circumstances are more or less within their own control. Efficiency in this usage measures the results of an individual’s skill, pace, and effort during available work time. In a circumstance where individual performance must be measured such as an incentive system, this measurement will be the basis for pay.
Productivity is quite similar but on a larger scale because it includes other features of the environment in which the individual works, which have an effect on productivity, namely how well the equipment performs and the promptness with which materials are supplied. In this particular case a person who has responsibility and control may be a department supervisor.
Note that the primary difference between productivity and efficiency is the amount of time lost through any interruption. Efficiency can be negatively affected by interruption as well, but instances are usually more minor, as the pace of smooth workflow is interrupted and must be regained. In future workshops there will be a continued reference to the negative effect of interruptions, because employees work most effectively when they are not interrupted.
Another useful term is utilization especially as in equipment or facility utilization. A common usage for machine utilization is the percentage of available time for which equipment is in use in manufacturing. Note that the denominator of this calculation will be 24 hours in the day, either 5 or 7 days per week. As an ideal, think of a tree farm which has a 7-day utilization of 100%. Working only one shift, five days a week results in a poor utilization.
Course Manual 5: Assessment and Productivity
The purpose of this section of workshop one is to review the assessment questions and the answers which have been provided to define the as-is situation.
In each of the sets of questions defined below, there is an introduction of the relationship of those questions to the subject of productivity. Following that are the questions themselves and the sequence of events will be to provide these answers, and then to consider how these answers relate to the overall practice of productivity in the organization. Make notes, or discuss if you are in a group.
It is suggested that a mechanism be used to record those answers with which the organization is least satisfied. In manufacturing productivity process will address the particular subject matter in future workshops, but the client will also want to identify answers which need to be addressed in the meantime.
Set # 1 Work Measurement Programs in effect
Work measurement is entrenched extensively in manufacturing productivity, where individual performance is quite closely tied to group output, and where measurement of output is simple. Mechanisms to perform work measurement are well established, and modern electronics have introduced improvements in the tools available. The following assessment questions are designed to describe some of the routine and practical features of the measurement techniques themselves, and how the results of measurement contribute to operation of client manufacturing.
These questions do not relate directly to manufacturing productivity. However, they do have to do with the quality of the work measurement work performed. And word measurement is at the heart of the capability to improve manufacturing productivity.
A formal, or engineered, work measurement effort is a primary objective of this program. Typically:
Who
Is there a department or function which already handles work measurement?
Identify the group, their position only organization chart, their staffing and qualifications, and very briefly a list of the activities in which they are involved.
If there is not such a group end operation already, is there a plan to establish such a group? If so, provide the same answers envisioned for this group.
Questions:
What
Do labor rates exist which quantify the time required to perform labor tasks?
Are the rates in use current, or are there some rates in use using equipment and methods which are not current?
Is there a formal procedure to issue rates?
Are employees aware of the rate for their tasks?
Where
Do rates cover direct labor task?
About what percentage of direct labor?
Do rates cover indirect labor task?
About what percentage of indirect labor?
Rate the percentage of repetitive tasks to non-repetitive.
Rate the percentage of tasks with cycle times less than a minute, to longer cycle.
How
Has a specific effort been made to reduce waste activities from production operations before setting rates?
Has a specific effort been made to improve methods, equipment, ergonomics, and layout at the workplaces?
Why
Are employees expected to make 100%, or another performance level, on the rates?
Is there an incentive system in place?
Are today’s production rates used
• As part of standard product costing?
• To determine production workforce size.
• To determine crew size.
• To alleviate constraint operations.
• To balance the workload content in crew or line operations?
• As the expected output rates, to plan production schedules?
Are production operators instructed in job methods?
On the job training?
Vestibule training?
If rates are actively set, what is used in their development:
Stop-watch
Electronic device
Predetermined time standards
Direct observation, or video, or both?
Time measurement or work sampling or both?
Are ergonomic guidelines used for workplace improvement?
Are skill and pace rating used during timing?
Set # 2 Production Floor Circumstances
Work measurement can be used effectively to measure many kinds of work, but not all. Work measurement does best for repetitive operations, and not so well for troubleshooting type operations, or repair where a variable sequence operation is involved.
Several work measurement techniques exist, some of which have been developed to perform more accurately in certain manufacturing circumstances. Work measurement is a statistical process; it views some number of observations and from these observations describes the universe from which the sample is drawn. It is generally accepted that work measurement is most accurate when the tasks observed are the most repetitive. And if the task cycle is short, then fewer complete elements are required to achieve a rate with an acceptable accuracy. During a task with a machine involved, the machine cycle will repeat, but the interaction between the operator and the machine must be observed and timed accurately.
The following assessment questions will clarify the circumstances that work measurement will experience during rate setting in the client organization.
But remember, productivity is not just labor. Any definition of productivity must define the factor which is productive. And manufacturing certainly has quite a number of factors which influence productivity; labor productivity is one of the primary ones.
Questions:
Briefly describe the quantity, location and scope of production facilities which this series of workshops is to include.
Are machines dedicated to one product, or changed over for multiple products?
Are products grouped as batches or lots, or in a continuous flow?
Is production performed by
Assembly lines?
Crews of operators?
Continuous processes? specify please
Individual workstations?
Machines; manually operated?
Machines; fully automated?
Machines; tended by operators?
Operator performing activity at electronic monitors and screens?
Operator in live interaction, customer service, etc.?
Formal housekeeping, or sanitization?
Following forms and procedures?
Is 5 S practiced?
Set # 3 Manufacturing productivity
Questions:
Q: How many shifts are scheduled daily?
This one is easy. Generally speaking, work more hours per week and improve productivity greatly, because equipment and facilities are utilized more hours but add very little more fixed cost. Labor costs may be higher but only because of a shift differential. Think a tree farm as your model, 24 / 7 utilization.
Q: Are there standardized and documented processes and methods for repeatable quality production? Please state the level of process documentation, procedures, training manuals, operator instructions, quality standards, inspection criteria. Equipment set up instructions, maintenance manuals, preventive maintenance, equipment history, replacement parts.
This also is easy. Describe what the task is and how to do it. The one best way, as U. S. Steel used to put it.
Q: At the end of the shift, is a mechanized production line cleared off or left full for the next crew? Can employee start time be staggered to reduce delay at startup? Minor aids, but on a long line improvement can be measurable.
Shift change is an interruption, and a major one. Study shift changes periodically with this specific intention to eliminate non-value-added activity.
These are questions with answers that can I had my first be complex at times.
Q: Are production floor employees dedicated to one operation, or assigned flexibly to various tasks? In most cases, cross training is desirable, as operators can be assigned to the job at hand. Shifting to another job may cause a nominal readjustment.
Q: Is process equipment or a workstation dedicated to one operation only or is it changed over and used for multiple processes? Flexibility is a desirable characteristic in equipment, but a more complex machine will likely be more expensive to purchase and perhaps to maintain. To minimize equipment changeover will be a constant theme in this program because changeover or any interruption to a smoothly flowing process is not at all desirable.
Q: Is there good capacity of storage facilities and materials handling equipment? More capacity is almost always better, although it comes at a cost. If you have the equipment then the cost is already past, and the facility will benefit from the added capacity.
Set # 4 Facility Arrangement, Layout
The layout of manufacturing operations, workstations, overall layout, and materials flow is at the heart of productivity for any operation. Major costs of production include labor, production square footage, and manufacturing cycle time. A well-designed production layout and facility plan will contribute to effectiveness in multiple ways. Layouts in manufacturing are dynamic as well, in order to match constantly changing technology, product mix, and growth. the following assessment questions are designed to illuminate practices regarding layout and facility planning, as they relate to their eminent position in productivity.
The first three questions are designed to define roughly the amount of layout activity that is normally practiced in the facility. Layouts may well be infrequently required in an operation. New layouts and the subsequent relocation are a major interruption, they often are not performed quickly, may require physical construction, will require time dedicated to relocation, and as the saying goes there will be costs and there may be benefits.
Questions:
Q: Are physical layouts or rearrangements routinely necessary within the facility?
Q: About how many are done in a normal year, of a large scale and of a smaller scale?
Q: In the last three years, about how many layout projects have been performed in order to improve workflow?
Manufacturing which depends heavily on machines and equipment will have more difficulty with relocations than a facility which depends largely on less mechanization and more individual workstations.
The next three questions have to do with the reasons that layout changes were in fact necessary.
Q: In order to install new equipment or technology?
Q: In order to expand output?
Q: For reorganization, consolidation, or expansion?
If this has been the previous history then the implication is that it may well continue.
Q: Is a computerized layout system in use? Many modern factories, fortunately, have their plant equipment and machinery laid out on electronic applications. This has been a very welcome revolution into practice of planning layouts.
Q: Is the arrangement of machines and workflow formally performed by one group today? If so, which group performs the function?
This significance of this question depends to a large extent on answers to the previous questions. If the need for layouts is constant and / or complex, then perhaps a formal organized trained layout department would be useful. For very occasional usage, a need is not as great and would not have as much impact on productivity.
Workshop number 11 will address the proposition that the arrangement of people, materials and equipment is at the very heart of business productivity; in an organization of any size; engaged in just about any endeavor.
Set # 5 Manufacturing Documentation in use
Documentation is central to manufacturing, to define accurately just what is to be produced, and exactly how. These targeted assessment questions will help to define the state of the art in the client operations.
Questions:
Which of these documents are in use, effective, and accurate?
Product specifications, with formal revisions
CAD-CAM drawings
Bill of materials
Router
Batch / lot forms
Product quality standards, inspection criteria, limit samples.
Operator instructions, or method, or Basic Operating Procedures, Standard Operating Procedures,
Training manuals
Equipment set up instructions
Documentation is of such importance to manufacturing productivity that the instance of any negative answer to any one of these questions will be treated quite seriously indeed. New product introduction, as well, must ascertain that all of these documentations are present, before manufacturing is expected to produce product new product for sale.
Set # 6 Maintenance practice
Machine performance is a substantial component of manufacturing productivity. in this day and age, electronics have become a more important factor in machine performance. But even the major mechanical aspects of machine performance are formidable enough in themselves. Together they contribute positively or negatively to effective performance. In total these factors obviously affect output, performance, and productivity.
Even the best maintenance operations will result in some interruptions to operation, by equipment failure or by preventive maintenance.
The following assessment questions will address some of the basic topics in maintenance. For the first four and their parts, a positive answer is a plus for manufacturing productivity. Please note that the existence and operation of each of these favorable answers will be costly, in equipment, manpower, and space. Maintenance cost is an input, and lower manufacturing cost will be the offsetting benefit, in productivity.
Questions:
Q: Is there a formal CMMS, computerized maintenance management system in effect?
Q: Preventive maintenance?
Q: Predictive maintenance, with sound or temperature or vibration?
Q: For capital equipment, is a formal system maintained for:
equipment manuals,
history,
set up instructions,
machine settings.
maintenance manuals,
change-over parts,
replacement parts.
Q: Is a formal validation process required, for installation, by machine operation, for line operations? This formal process is also expensive, and the resulting benefit is manufacturing productivity.
The following four questions have to do with the extent and organization of the maintenance department and are likely to be a function of the size and complexity of manufacturing and the facility control itself.
Q: Are there calibration and instrumentation groups in maintenance?
Q: Is there a stockroom for maintenance parts?
Q: Are key replacement parts kept on hand, available locally, or rely on FedEx and UPS?
Q: Are maintenance shops which support manufacturing central or remotely placed?
Set # 7 Financial
Work measurement can be a significant contributor to financial documentation, by supplying accurate and up to date rates that should be expected for production steps. Close cooperation will assist to calculate Key Performance Indicators accurately. The Financial group can contribute itself to good productivity, by reporting actual results compared to expected performance, on a timely basis so that manufacturing is aware of its actual performance and can modify it when necessary. The following assessment questions highlight some of the key interface points.
Questions:
Q: Is a product costing system in use?
If so, what is the source for expected production rates?
Q: Are capital expenditures in production justified financially?
“An engineered work measurement system is in use to provide current rates”. is the correct and best answer to the first two questions.
Q: Are direct labor variances especially of usage, routinely reported to manufacturing management?
Workshop number 7 is dedicated largely to reporting from production. Timely and accurate reporting especially of actual performance that’s compared to expected performance quiet is the best contribution which the finance group can make to assess manufacturing productivity.
Q: Is overhead allocation assisted by Activity Based Costing or in another manner, to identify the major overhead contributors, define them, and assign them to the product cost?
This question also is involved in the reporting of accurate information from manufacturing. It is not closely related to any other section of the questions but has to do with accurate representation of actual product cost. Engineering standards are also a major component of product cost, but its contribution is not as useful if the overhead cost is not also calculated way, to reflect the actual cost that occurs. Overhead cost is much more difficult to quantify then what happens on a production line, no doubt. But major overhead costs which are unique to a particular product can be quantified, to add another level of accuracy and reliability to the resulting overhead product cost.
Set # 8 Materials Planning and Scheduling
By any name, the function which procures component parts and schedules the type and amount of production to be produced has a direct impact on the day-to-day productivity of manufacturing. If the right parts are not purchased of correct quality and on hand when they are supposed to be, production is not going to make its schedule. Employees and machinery will sit idle.
In the year 2020, with the fabled supply chain disruption, what is already a difficult job has gotten harder. If this particular supply chain disruption causes a widespread change in the location or identity of component part vendors, acquisition and transportation of parts will continue to be difficult. Fortunately, worldwide shipping when it is working correctly is quite capable of maintaining complex supply chains.
Independent factors which continually evolve also affect the ability to supply parts. While this isn’t necessarily true for production parts, it has been said that one is never at risk of running out of a part if Walmart or Home Depot keeps it in stock.
In any event, modern mechanisms to assist to plan and achieve materials control are readily available and very sophisticated. the Toyota Production System with Just in Time for instance has become quite popular.
While asking only a few questions is unlikely to define a material control system very accurately, the following ones are closely associated manufacturing.
Questions:
Which of the following mechanisms are in common use?
JIT / Kan Ban / Continuous Work Flow
MRP / ERP
Pre-kitted materials issue
Economic Order Quantity calculation
Two bin system
Vendors are required to use JIT?
Is production scheduled to meet customer demands and timing, or inventory models?
Is production scheduled formally?
For what period of time in the future?
Is the near-term schedule “frozen”? Exceptions?
Before a product is scheduled, are all materials on hand and released?
Is more than one spec revision in manufacturing at any one time?
Is the 2022 supply chain interruption or instability having an effect on production schedules? Explain please briefly.
Set # 9 Quality
Product quality is certainly tied directly to productivity, because if the manufactured product is not acceptable, then all of the resources that have been spent to build it were completely wasted.
Questions:
Q: Quality system type?
Q: Are there formal quality performance measurements?
Q: Is there a formal Cost of Quality?
Q: Is there a particular concern about quality reject level at one or more points in manufacturing?
Set # 10 Management Action
Any manufacturing and corporate management will continually set policy, make judgments on directions to proceed, chooses options. The leaders will select strategy and actions which will have ramifications of all types throughout the organization. Productivity may not be the primary objective of many of these strategies, but may be impacted, nevertheless. The assessment questions are designed to focus on strategy which relates to productivity, perhaps in relatively unrecognized relationships.
Consider management practices, throughout the organization. Please expand on any answer as desired.
Questions:
Q: Is product name synonymous with quality, or prestige, or value?
The next three questions have to do with employee motivation, formal efforts to cause employees to improve productivity.
Q: Engagement of people; note which are in use. Quality Circles, Team Building, Suggestion Systems, Work Simplification, Value Analysis, profit sharing.
Q: Is an employee labor incentive used for motivation?
Q: Other formal employee motivation in use?
New product introduction is a major transition, and transitions can be quite a challenge for productivity principles. For the next two questions, please address the introduction of new product.
Q: Is there a formal new product introduction practice, to move from the lab or drawing board or pilot plant into full scale production?
Q: Is a new product system similar to Design for Manufacturing in use?
A variety of programs is available having to do with various aspects of productivity. From the four questions below, explain how the client organization may participate formally in such a program.
Q: Is there a formal cost reduction or profit improvement program? Who participates? Are financial rewards offered?
Q: The Lean manufacturing system, developed from the Toyota Production System, uses as one of its two pillars to eliminate waste. Does the client employ such a system, and if so, just on the shop floor or throughout the organization?
Q: The other pillar of the Toyota Production System is respect for humanity. Does the client employ a formal system to advance thus ideal?
Q Is there a formal system to require each product in the sales catalog to be justified by a cost / benefit analysis periodically?
In 2022, likely there will be more than average concern for the supply chain and modern problems that may arise, modifying what is available worldwide, extending time frames and perhaps price structure. For the year, or just as a matter of routine, comment please on how the client may address the following five questions.
Q: Is there an active make-versus-buy analysis, to consider vertical integration?
Q: Does the client manufacture offshore, products or components?
Q: active re-shore consideration?
Q: Routinely consider manufacturing or distribution; Integration / consolidation / reassignment of facilities; synergies possible from combination; equipment, floor space, products, sources
Q: Any re-engineering activity in the works?
Course Manual 6: Productivity Administration
This Manufacturing Productivity program as presented does not require a particular administrative structure. The emphasis is on tools, and how they are put into effect individually to resolve a particular problem or situation. This guidance in productivity improvement does not differentiate between programs that may be instituted by teams or managed more individually. However, some if not many productivity tools may be best implemented by a collaborative approach. Problem solving is an example where teamwork often works well as one good idea builds on another. Brainstorming lives. Facility layout is another example; at some point before a new layout is approved, run it by the people who will be working in the area and adapt their good ideas.
However, in one major aspect, productivity encourages authoritarian control. Manufacturing processes and methods should be standardized, and freelance changes discouraged. “Do it the one best way.”
In pharmaceutical manufacturing, and as we build space vehicles, there is no room for freelancing. While manufacture of thumbtacks and garden rakes doesn’t demand quite the same rigor, it is still a good idea to “Do it the one best way.”
U. S. Steel at one time definitely supported “Do it the one best way.” But at the same time, they built a successful cost reduction program around “There’s always a better way.” This series of workshops follows both of these two central directions. When a method is authorized, it should be followed. At the same time there should be an equally well described procedure to come up with new ideas, test them and have them approved, and if they are better than to install them as the one best way.
Within this concept of integral control and bright new ideas, productivity can thrive. This manufacturing productivity program then is envisioned as a framework, within which a variety of processes, or tools, is kept and administered.
For the best effect, how should the tools be maintained and administered? There are options; a very good one is to assign one function as the focal point, to maintain the tools and mechanisms for improving productivity and provide trained practitioners as requested. It is believed that a central administration will keep a better focus of all of the multiple activities.
What shall this productivity administration be called? It might be the productivity department, or cost reduction. Manufacturing engineering, production engineering, industrial engineering, are all commonly in use and while internal applications may vary, the overall approach is likely quite similar one to the other.
Because we have to choose some name to describe administration, let’s use ”industrial engineering.” as we work our way through this analysis on the administration of manufacturing productivity. The author will use the term industrial engineering as the control function. In your organization, choose the name if you would have another.
Reporting relationships can be sticky at the best of times, so let’s discuss that before we assign duties to Industrial Engineering, which from now on we will generally refer to as IE.
It should be especially noted that an IE department is a staff function. It makes suggestions and recommendations but does not have the authority to institute actions on its own. Therefore, for the department to be effective it must report to a position with visibility and authority, but just whom. And where?
An overriding concept seems to apply here, and that is that you don’t want a manager keeping score in their own ball game. Work measurement is all about establishing expectations for output, so it seems to follow that IE should not report directly to production. IE could report to the engineering department, but engineering’s primary objectives are more focused and in real time, than productivity is. Another danger is that the IE objectives would lack visibility if the department were in engineering. For IE to report into the financial organization is not a stretch, the two groups share many similar objectives. For IE to report to an operations director seems a better fit. One unresolved relationship in all of these possibilities has to do with the fact that productivity should involve much more than manufacturing, as future workshops in this program will attest.
So, the client can choose just where in an organization chart the group responsible for manufacturing productivity will reside, and just exactly what that group will be called. For the moment we will continue to call that group IE.
An IE charter Case Study:
At one time in history when the author of this program was requested to develop a charter for and outline of the responsibilities of an IE group at ITT, the following was the result. The requestor, a very astute manufacturing man, bought into the charter; the charter worked well then and later in other locations. (For the record, IE reported for a while to the manufacturing director, and for a while to the finance director.)
PRIMARY FUNCTION: Reduce cost throughout the organization, using consistent, sustaining programs.
1. Work Measurement
A. Establish work standards wherever possible for direct and indirect labor.
B. Set up procedure for daily calculation of attainment to standards for each operator covered.
C. Maintain the measurement system fairly and consistently.
D. Oversee a program of productivity improvement by operator to ensure that all operators are treated consistently when their performance is less than 100%.
2. Methods
A. Set and control direct and indirect operator methods.
B. Publish each method set, as part of the spec.
3. Manning
A. Determine direct and indirect labor requirements based on standards and performance against standards.
B. Approve additions or deletions in direct or indirect labor.
C. Develop and administer manning charts for salaried groups.
4. Cost Reduction
Co-ordinate the formal cost reduction program. Promote the program, plan incentives, calculate savings, publish results.
5. Capital
A. Justify all capital expenditure.
B. Receive, tag, inventory, and control all in-plant equipment.
6. Layout
A. Lay out departments within the plant.
B. Lay out equipment within departments.
C. Plan space for additions and deletions of area needed.
D. Plan and administer product moves.
7. Standard Labor Cost
A. Develop and deliver to accounting a standard labor cost by product.
B. Maintain in an up-to-date status the standard labor cost.
8. Capacity
A. Develop and maintain an analysis of capacity by product.
B. Use this analysis to plan and achieve long and short-term capacity functions.
9. Engineered Budgets
Develop a sound basis for budgeting individual departments, using work measurement, material usages, physical plant parameters, and historical data.
10. Cost Analysis of Specification Changes
Review each spec change and analyze it for effect on standard cost. Report improvements to the Cost Reduction committee and investigate increases in cost to determine net value.
11. Automation
In conjunction with engineering personnel, keep abreast of new production equipment. Investigate and issue recommendations regarding proposed equipment, including material handling equipment.
12. Administer specialized management tools such as:
Value analysis
Make vs. buy
Short interval scheduling
Work simplification
Expectations
As a staff department, designed primarily to support manufacturing, IE short term assignments and longer-term goals will primarily fulfill corporate and plant objectives. These objectives are likely to be to improve product cost, throughput, quality, and cycle time. Improvement and change will be the constant goals.
Plant IE organizations will typically address the portions of the charter above, with emphasis on whatever current issues are most important in the facility. As a staff function, IE is at the service of manufacturing or another support function which can use their technical capability. The most common IE activities are expected to involve rate setting, cost reduction, removal of non-value-added activity, layout, capacity planning and not least, work measurement to resolve workload and capacity problems.
Case Study:
As Ray-Ban was going through a rapid sales growth cycle in its history with Bausch and Lomb, the division IE group follow the charter above quite closely. But with sunglass demand up, the main responsibility became to keep from running out of production capacity.
This meant finding and justifying production equipment with modern technology and greater capacity, planning and opening new production plants and distribution centers in addition to the normal productivity efforts at the workstations.
Case Study #2:
At Abbott Laboratories corporate industrial engineering, the major requests from divisions had to do with solving problems that divisions were not staffed to perform on their own, and for participating in multi-disciplinary task forces involving entirely new manufacturing plants or concepts for existing products.
Staffing
Staffing an IE group will depend on the scope expected for the group. More work means more people. And while it is presumptive to declare how many people will be required in your operation, the relationship that seems to be reasonably correct, in order to perform the IE charter in a manufacturing plant, is about one IE practitioner for every 100 direct employees. Add in supervision. Will this group create enough benefit to pay for itself? Yes, many times over, and that’s a cold guarantee.
Assuming that you allow the organization to pursue the high-value targets. If you set aside some sacred cows and shield them from improvement, then there is no guarantee.
Exercises for Productivity Administration:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 7: Work Measurement
In workshop #2, the entire session will be devoted to training those who will practice work measurement in this organization. That day will be completely devoted to a detailed analysis of work measurement and all of its practices and ramifications. This section of workshop #1 is also devoted to work measurement, but on a more general basis, an overview.
In any organization where people or equipment contribute to output, customer service, or cost work measurement is the objective basis for many management tools, not only after-the-fact but also in dynamic evaluation. Work measurement is the first step to:
• define the amount of value-added activity to be expected
• determine staffing levels as output levels vary
• calculate actual capacity the operation can produce
• assign and schedule work to people and equipment
• offer pay related to output, labor incentives
• develop standard cost models for products and services
• balance lines or work groups for optimum performance
• analyze variance to find problems
• identify and manage constraints, equipment, process, facility
• justify equipment and automation acquisition
• meet the Sarbanes Oxley Act for financial understanding of costs
• quantify the performance of products in the field, including your own
Work Measurement is just as effective in the office, the lab, the maintenance shop, the field, the customer service unit, and the warehouse as it is on a production floor.
History, the giants of our trade.
Frederick Taylor is called the father of scientific management. In the late 1800’s he performed the first-time studies, and related methods and the time to perform them.
Frank and Lillian Gilbreath
The parents of the Cheaper by the Dozen story, jointly and individually responsible for modern time study practices. Lillian outlived Frank by many years and was a prolific contributor to many other disciplines in addition to industrial engineering.
Terms and applications
Note that there is no inherently right or wrong work measurement technique; each can have a place where it is superior to others. Some techniques will fit your application, while others will be unlikely to achieve the accuracy and cost objectives.
c. What comes first, methods or work measurement?
This is a chicken-and-the-egg question which implies a linear relationship. In fact, methods and work measurement are a circular progression; perform one then the other alternately over time. If you start with methods improvement, quickly you will want to evaluate methods and you will have to time them to compare. Start with measurement, quickly you will identify other methods and will have to choose one. When Frederick Taylor wrote the book on work measurement in the late 1800’s, one of his first revelations was the relationship between methods and the time to perform them. As you take your own studies, you will confirm the relationship.
The only bad choice is to fail to start somewhere.
Taylor invented the concept of “The one best way” and the Gilbreths emphasized it as well. Their objective is to find the one best way, and to require that operators follow that way. In these less rigorous times, a tendency may be to allow leeway in an operator’s motion pattern. But one standard method is required in the pharmaceutical industry, and electronics, where an operator’s ad lib can literally be a matter of life or death. A company is better off with “The one best way” for all the right reasons.
Ergonomics is not the topic of this document but a special note is worthwhile. Ergonomic work design is usually cost justified because if there is less stress there will be less cost, in both the short run and the long term.
Observation time study; stop-watch
The original idea was to observe work, time how long it took and write it down. Although there are now better equipment and technical nuances, that is still the idea.
The elements of work on a production floor usually repeat, often quite rapidly. Work elements in an office, a lab, a maintenance facility, a construction unit may not repeat as frequently. In both cases the work can be observed and recorded.
You will have to keep one eye on the work, one on the watch, one on the observation sheet. If an element creates a sound when it happens, use that to help you pick up the work time.
Work measurement may be of an operator, a machine, a process, a movement, any element of work whose duration is important. Don’t assume that a mechanism will always take the same amount of time to perform its function.

Predetermined times, MTM, MSD, Modapts
Predetermined times are proprietary systems that have over long observation developed the amount of time required for basic motions. The library of times today is amazingly detailed, from the smallest finger motion through body turns and reaches. How long, considering time and load, what motions can be performed simultaneously, The Gilbreths started the concept with “Therbligs”, as they timed, measured, photographed to define 17 basic motions and the times required.
Predetermined times have a built-in accuracy. MTM, Methods-Time Measurement, recognizes extremely short motions that occur in highly repetitive motions. These motions don’t take long in the first place, and because of very frequent repetition and muscle memory, operators require even less time than perhaps the book allows. Such “ballistic” motions are not uncommon in repetitive work, and if you will measure them, you had better use a detailed system such as MTM or Work Factor.
Modapts and MSD, Master Standard Data, accumulate predetermined times into larger groups. For highly repetitive work they may not be as accurate as MTM but for more variable work they can take significantly less time to apply.
Electronic mechanisms e. g. cell phones, pads, and specialized software. Several software products are on the market, designed to operate on cell phones and pads. The programs are written to allow the user to perform work measurement by pushing keys in a predetermined manner. Use the cell to enter observations of the work, then to automate study reading and results analysis. Electronic systems reduce the engineering time in several ways and improve accuracy, especially for repetitive studies. In the office the electronics will subtract, calculate averages, run the spread sheets.
Work sample, random sample, the old term “ratio delay”. Originally ratio delay determined the amount of work, and of delay, through work observation at random times, not continually. Work sample is a more modern phrase, but measures the same way, not continually but randomly. Work sampling is a most effective way to learn quickly about an unfamiliar situation with several interdependent activities. It can even be used to understand general aspects of repetitive functions where many people perform the same work. And of course, it still quantifies delay and non-cyclic activity quite well.
Please note that continuous time study is also a work sample; it is just all at once whereas random sampling is spread out over a longer time. There is little difference in philosophy, just in logistics.
In modern practice, video recording can be used for direct observation. One operation may be observed, or multiple operations and people, allied or dissimilar.
If a work sample objective is to quantify “delay”, or “work” in total for a group then accurate results will be quickly evident. If the objective is to differentiate between different work elements, and different causes for delay during different times of day then the observation sheet will be more complicated and accurate results will take much longer (but probably be more useful).
Pace rating
A key and subjective element in work measurement is called pace rating. When studying and operator it is necessary not only to time the work, but to judge at what pace the person is working.
A skillful industrial engineer will be able to observe an operator during time study and apply pace rating. The engineer will use a watch to record times, then multiply the observation by pace rating to create what is called “allowed time” for a task. Allowed time is the time required for an average (but trained) operator working at average skill and effort to perform a given task. If an operator takes ten seconds to do an element and is rated at 120%, the allowed time is 12 seconds.
Different portions of a job may be done with different skill and effort, so apply a pace rating to each job element.
Pace, or performance level is affected by several factors, all subjective.
One is effort, how hard a person works.
Two is skill, because a skillful person will produce more at less effort than a hard-working beginner.
Three is methods. Correct methods must be determined, and the people trained.
Fourth is practice opportunity or learning curve. Learning curve applies to individuals because a person never stops improving; the rate of improvement will decrease but not stop. The practical aspect of learning curve is that hand motions will become more and more smooth, and will repeat without conscious thought, through muscle memory. Motions become “ballistic”, arced, rather than straight lines and turns.
Five is motivation. Even skillful trained workers can often increase performance when motivated through pay, pride, challenge, or other physical or emotional urge.
Six, and an ingredient of all, is quality. Experience indicates that the most skillful operators are the ones with the highest quality; speed does not automatically cause a drop in quality. It may do so, but not with a skillful operator.
High task, low task
Many believe that there are two tiers of performance, high task and low task. Low task is considered to define jobs which are not carefully measured, do not have an incentive pay rate, are relatively long cycle jobs without being especially repetitive.
High task jobs would be on incentive, short cycle, carefully measured, highly repetitive.
You might see 120% performance against a high or low task job, but if standards are well set a higher performance should be uncommon. If you set a low task standard then start paying an incentive rate for the job, performance could easily be 140%.
Cyclical and non-cyclical elements
Elements which are performed for each cycle are easy to observe and account for. Necessary but non-cyclical work such as set up, put away, clean, material handle containers in and out, also must be observed and built into a standard at the frequency with which they occur. Their pace rating must be observed independent of the cyclical elements. Non-cyclical elements should not include delay.
Other comments
Low performance usually has a cause, often failure to follow the method or low practice opportunity. Start a closely monitored program to improve, not remove, the individual.
If there are official standards, with or without an incentive, be sure employees know what they are and how they perform individually. An employee should be able to calculate their own performance.
Rates should be set so that 100% is the expectation. There is something “magic” about 100%, so don’t expect 95% or 87%, but 100%.
Standard data, a formal collection of information from your particular operation. Just keep track of work measurement results.
Work measurement data may be obtained, organized and collated from any source, for instance from predetermined times or time study observations of similar operations.
After the library has enough data to be accurate, apply standard data to determine the time to perform future work in instances with similar circumstances, so that rates are consistent. Using standard data probably will take less work to set future rates, but data maintenance is required to assure it is accurate. For a new rate, you will need to define the work conditions by direct observation so that proper time values can be selected that match the work being done.
Incentives, measured day work, engineered standards, reasonable expectancies
“Engineered standards” is the term for data which has been objectively and rationally collected for the purpose of definition and control of operations. It can include labor, equipment and capacity expectations and cost information. Incentives, measured day work, and reasonable expectancies are the three most common labor work measurement techniques.
Generally, incentives are more carefully developed than measured day work or reasonable expectancies. Please review the section above under pace rating, high task and low task jobs.
Incentives are a system to pay for output. More output that meets quality specs earns more pay. Incentives will usually be carefully developed to remove waste and use the one best way, apply pace rating during observation, and observe several operators. Incentives require a level of administrative support as well, because each operator’s performance must be calculated daily and pay rates administered. Judicious use of modern electronics can cut the time and improve accuracy.
Measured day work does not involve a difference in pay for different output. Labor standards, or rates, are developed in an organized fashion, but perhaps with less attention to detail than incentives. Typically the supervisor or manager will administer a control method, by which the output of each operator is recorded daily and compared to a norm.
Reasonable expectancies are an engineered standard, perhaps with less measurement and less definition of methods and interference. Often the jobs are less structured and more variable so that close documentation is not cost justified. Typically the supervisor or manager will administer a control method, by which the output of each operator is recorded daily and compared to expectancies.
“Allowances” must be built into any engineered standard. Allowances will include the time management permits for break, rest rooms, water. They may allow a factor for heat or cold during the job, or heavy loads, or awkward work positions.
Direct and indirect labor alike may be measured in the same manner
Do people contribute to output, customer service, or cost? Their activity can be measured.
Machinery, products, processes, techniques, constraints alike may be measured in the same manner
Not only labor but also machinery, processes, techniques, and constraints may be observed, measured, analyzed and managed. These items are often expensive and vital components, and their operating characteristics are critical. The interface between people and the mechanism can be observed and often improved.
Products can be observed, yours or your competitors. Is the new improved version really improved in operation? Can you claim an advantage over the competition? Does a comparison show up a shortcoming that can be overcome? Work measurement can provide objective data as a first step in an action plan.
Accuracy
In any kind of work measurement, more observations will generate better accuracy. This is because work measurement uses statistical techniques, in which one takes a sample and extrapolates conclusions.
Short cycle jobs can be studied accurately in a shorter time than long cycle jobs because it takes less calendar time to observe the same number of cycles.
There is a corollary, that long cycle jobs tend to be less repeatable in the first place, because of the relative lack of practice opportunity. Short cycle jobs have plenty of practice opportunity and so tend to form a statistically tighter range than long cycle jobs. A further note is that the more common an element is, the less observations will be needed to meet a particular accuracy level.
There is an accuracy level that is appropriate for your budget and measurement objectives. Generally a higher accuracy is advised when incentive pay is involved, but a lower level may be acceptable for measured day work and reasonable expectancies.
Exercises for Work Measurement:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 8: Motivation
Motivation speaks to all of us, from the people on the production floor all the way through the mahogany paneled boardroom. The subject has been studied by experts and following is are references to the work of acclaimed accomplishments. Three well known sources are:
Abraham Maslow, in his Hierarchy of Needs theory, explained the five needs as: physiological; safety and security; belongingness and love needs; esteem and reputation needs; the need for self-actualization. In this day and age we like to think most workers have satisfied the first two needs and so their needs are somewhere in the third, fourth and fifth levels.
However, if a worker perceives that his job is threatened, that is a level one issue because his very survival is at stake. Are you motivating a person to keep his job or to perform better? A different motivation will be effective in each case.
Frederick Herzberg in the Harvard Business Review, January-February I968 wrote “One more time: How do you motivate employees?” He identifies job dissatisfiers as separate from job satisfiers, and rated achievement, recognition, work itself, and responsibility as the most significant satisfiers. Pay was recognized by Professor Herzberg as a corrector of dissatisfaction; more pay would bring an employee back up to even but did not cross into satisfaction he believed.
Case Study:
James Lincoln founded Lincoln Electric of Cleveland which from the 1930’s through at least the 1970’s was arguably the most productive company in the world. Lincoln Electric year after year increased productivity, cut costs enterprise wide, increased market share.
Thousands of companies asked about their success, and Lincoln was very willing to tell them, but none, zero, copied them. Why? Because Mr. Lincoln had two unshakable principals: 1) No one lost his job at Lincoln Electric because of increased productivity. 2) Everyone (except top management) shared in the profits; bonuses for hourly people regularly exceeded annual pay, and they were well paid to start with.
So, somewhere in this lies truth. Maybe the boss should just buy coffee and doughnuts, because that can be very motivational. All three experts would approve.
Exercises for Motivation:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 9: Glossary
Productivity is not necessarily a simple, straightforward, sphere. In many other instances in real life, a solution to a problem may do well as far as one segment is concerned, and not so well on another. Productivity solutions can be expected to have pros and cons as well, as they are implemented. As our sessions catalog the various processes or tools, we will define not only how to perform them, but also their advantages and limitations.
Productivity is a complex topic, and most if not all of the segments of an organization can contribute. Any classic answer or solution is not always the most productive one, in all cases. Throughout this program the emphasis will be to examine the different elements that can contribute, so that the organization will be prepared to select and choose the optimum action for each particular circumstance.
To prove this variety, consider the processes, tools, listed below. They are classic and modern, public domain and proprietary, for any organization
In workshop one it is certainly appropriate to insert a glossary of the terms that are in common use in the practice of productivity. All workshops in manufacturing productivity will refer in detail to specific subjects mentioned in this glossary.
Frederick Taylor invented Scientific Management in the late 1800’s and many have added to the stock of tools and concepts whose purpose is to improve operations.
Information is listed on many of these classic and modern tools and concepts, which may be in the public domain or proprietary. Of course productivity subjects are constantly changing, and the latest information may change frequently as one checks the internet.
To demonstrate the interchangeability of tools and techniques, this glossary also includes many references to Lean manufacturing, and to operations management, terminology.
The tools outlined are designed to support 21st century Scientific Management, whether practiced by industrial engineers, management, or other disciplines. Please consider that none of these tools is automatically valuable or useful. Each has pros and cons. Consider and choose the ones which will satisfy your particular product or circumstance and judge its overall merit and likely efficacy and cost effectiveness in your organization.
5 S; refers to five words in Japanese which are shorthand expressions for principles of maintaining an effective, efficient workplace.
seiri – eliminating everything not required for the work being performed
seiton – efficient placement and arrangement of equipment and material
seison – tidiness and cleanliness
seiketsu – ongoing, standardized, continually improving seiri, seiton, seison
shitsuke – discipline with leadership
5 w’s; the classic format to define a situation: Where, What, When, Who, Why
5 Why’s; refers to the practice of asking, five times, why the failure has occurred in order to get to the root cause / causes of the problem. After each answer, ask again why that result happened.
6 sigma; a business management strategy, originally developed by Motorola, which seeks to identify and remove the causes of defects and errors in manufacturing and business processes. It uses a statistical method, in which 6 sigma (standard deviations) means no more than 3.4 defects per million. A defect is defined as anything that could lead to customer dissatisfaction.
Lean six sigma is a further refinement, concepts of which were first published in the book titled Lean Six Sigma: Combining Six Sigma with Lean Speed by Michael George in 2002. A major objective is the elimination of the seven kinds of wastes, muda, which are Transportation, Inventory, Motion, Waiting, Overproduction, Over-Processing, and Defects
8 Conditions for Flow Production, Hiroyuki Hirano
Condition 1: To lay out the facilities in the sequence of the process.
Condition 2: To make facilities small and exclusive use.
Condition 3: U-shape line / parallel line.
Condition 4: Working by standing.
Condition 5: Multi-process operation, multi-skill operator.
Condition 6: To bring up the degree of processing one by one.
Condition 7. Synchronization.
Condition 8: To make the flow clean.
18 Principles of Flow Production, Frank G. Woollard
1. a) Mass production demands mass consumption.
b) Flow production requires continuity of demand.
2. The products of the system must be specialized.
3. The products of the system must be standardized.
4. The products of the system must be simplified in general and in detail.
5. All material supplies must conform to specification.
6. All supplies must be delivered to strict timetable.
7. The machines must be continually fed with sound material.
8. Processing must be progressive and continuous.
9. A time cycle must be set and maintained.
10. Operations must be based on motion study and time study.
11. Accuracy of work must be strictly maintained.
12. Long-term planning, based on precise knowledge, is essential.
13. Maintenance must be by anticipation – never by default.
14. Every mechanical aid must be adopted for man and machine.
15. Every activity must be studied for the economic application of power.
16. Information on costs must be promptly available.
17. Machines should be designed to suit the tasks they perform.
18. The system of production must benefit everyone – consumers, workers, and owners.
F. G. Woollard, Flow Production and Automation: Eighteen Axioms, Industrial Administration Group, College of Technology Birmingham (now Aston Business School, Aston University, Birmingham), U.K., 1954
Activity Based Costing. \ABC. ABC is designed to relate individual line items of overhead cost directly to a given product, instead of allocating costs less accurately or even smearing overhead cost across dissimilar operations. An ABC model will assign more costs previously classified as indirect (overhead) into direct costs, compared to conventional costing models.
Overhead is often considered “fixed” when nothing could be further from the truth. But unless defined by a mechanism such as ABC, overhead items may be poorly differentiated, hard to understand and manage. ABC may require more time and effort, but much more of the cost structure can be directly related to cause and effect.
Benchmarking. Finding the best techniques to emulate; in-house or elsewhere. A formal or informal process to compare business processes and performance metrics within an industry. Often the term “best practices” in included. In best practice benchmarking, management correlates the best firms in their industry and their practices. The comparison may be the peer group, or companies recognized to have superior records or practices.
The key step in any benchmarking is to determine the extent to which any one process influences final results. Are results because of or in spite of a process? Also, a comparison between companies with different rates of automation, or technology, for instance, may affect results. As in all comparisons, apples to apples is best. Benchmarking may be a one-time event or applied continually to improve their practices.
Build to order or build to stock? A question, which determines the fundamental manner in which sales orders are taken, and by which production is scheduled.
Calibration is a term that applies to the formal maintenance program associated with and sometimes required for sensitive measurement and recording tools, devices, gages.
Cause-and-effect diagrams See Fishbone diagram, also called Ishikawa diagrams
Cellular manufacturing. An approach in which manufacturing work centers (cells) have the total capabilities needed to produce an item or group of similar items; contrasts to setting up work centers on the basis of similar equipment or capabilities (all lathes or all milling machines for instance), in which case items must move among multiple work centers before they are completed.
Change parts. Used for a line change over, an extra set of clean change parts can allow the line to start back more quickly than if there is only a single set which has to be cleaned.
Change over. Changeover improvement has two opportunities; 1) to reduce the frequency of equipment change over between products, and 2) to reduce the change time itself. JIT aims for a batch size of one, making this discussion very important. Single Minute Change of Die, SMCD, is one technique addressing change time reduction.
Cherry pick “Gather the low hanging fruit.” Perform those actions that attain a large payback with little effort.
Computer Aided Design, Computer Aided Manufacturing; CAD-CAM. The original term for using computers in manufacturing, long since grown into many very popular applications. It would be impossible to measure the huge improvement in productivity that is due to this development.
CAD today usually refers to computerized design and layout; of buildings, flow, parts, equipment.
CAM today usually refers to manufacturing and production equipment, which is controlled by electronic means such as CNC, computer numerical control.
Computerized Maintenance Management; CMM is a very common acronym but in this case means computerized maintenance management. There are several varieties on the market, to provide different services including: Building Management Systems (BMS) where key operating parameters associated with building systems are monitored and trended. Results can be used to fine tune settings. Preventive maintenance work and down time can be recorded, then PM work or frequencies altered in order to prevent downtime.
Consolidation of facilities. Whether or not an economy is shrinking, benefits can often be gained by consolidating or integrating facilities. There may be synergies possible from combination of equipment, floor space, capacity; from longer runs; from lower levels of facility-related management and overhead; from integrated scheduling, purchasing; from distribution patterns and methods.
Construction piece rates are a form of incentives, defining work in the construction industry. Work at individual remote sites, rather than in a manufacturing building, has many of the same characteristics but is typically more difficult because information and support are not nearby. Modern communications and electronics have eased that issue.
Continuous manufacture, short for continuous flow manufacture, often equated to the more popular term JIT or Just in Time, or to the Toyota Production System, TPS, or to Lean Manufacturing, or Lean. The goal of all is an optimally balanced production line with little inventory, the lowest possible cost, on-time and defect-free production.
Cost reduction can be a formal improvement program or an individual project. Cost reduction is a central component of industrial engineering. The term profit improvement is often used as a synonym.
Cube utilization, the practice of optimizing the utilization of space. Usually referring to warehouse or storage, the technique emphasizes bulk storage and mechanical aids, such as high-rise warehouses, live aisles with racks on wheels, narrow aisle lift trucks, roller conveyors, ASRS Automated Storage and Retrieval System.
Customer Relationship Management; CRM is a widely-implemented strategy for managing a company’s interactions with customers, clients and sales prospects.
Design for Manufacturing; DFM is the general engineering art of designing products in such a way that they are easy to manufacture. Practiced to good effect by Xerox for one.
Documentation includes product specifications, regulatory body requirements, work instructions, quality standards, and a long list of other written definition and control definitions.
Documents may not be normally considered in discussions of productivity, but good documentation has a very positive effect on costs.
Economic order quantity; EOQ.
An EOQ is the level of inventory that minimizes total inventory holding costs and ordering costs. It is one of the oldest classical production scheduling models. It applies accurately and simply to purchases and manufacturing batch sizes.
Engagement of people.
Generally used to recognize formal pro-active techniques such as Quality Circles, Team Building, Kaizen, Suggestion Systems, Work Simplification, Value Analysis, profit sharing.
Engineered methods;
Methods to develop the one best way, for low cost, high quality, and repeatability of results.
Engineered standards;
This can be for labor, materials, overhead. Differentiated from standards which are derived from actual usage or past performance. When engineered, the rates will be what is required rather than what has been consumed historically.
Enterprise resource planning; ERP.
ERP integrates internal and external management information across an entire organization, embracing manufacturing, sales and service, finance / accounting, customer relationship management, etc.
Equipment records:
Part of useful documentation, includes set up instructions, maintenance manuals, preventive maintenance, equipment history, replacement parts stocked.
Ergonomics
This is the study of designing equipment and devices that fit the human body and its cognitive abilities. Human factors is a similar term. Ergonomic design of workplaces eases stress on the workforce and promotes physical well-being.
Fishbone diagram
Fishbone diagram or Ishikawa diagrams (also called herringbone diagrams, cause-and-effect diagrams, or Fishikawa) are causal diagrams created by Kaoru Ishikawa (1968) that show the causes of a specific event. Common uses of the Ishikawa diagram are product design and quality defect prevention, to identify potential factors causing an overall effect. Each cause or reason for imperfection is a source of variation. Causes are usually grouped into major categories which typically include the 6 M’s used in manufacturing industry: Machine (technology); Method (process); Material (Includes Raw Material, Consumables and Information); Manpower (physical work)/Mind Power (brain work): Measurement (Inspection); Milieu / Mother Nature (Environment)
Flow chart.
“Flow chart” may be the mechanism of graphically showing the steps of an operation or process, or it may refer to the diagram itself. For many including me the first step to understanding an operation is to flow chart it. Value chain mapping is a later term.
There are only five things that can occur during a step in a process: an operation, a move, a delay, an inspection, a storage. Note that four of these possibilities do not add value. Work of any type can be flow charted; products, paperwork, electronic documents.
Incentive payment
The purpose of piece rates is to motivate employee performance in return for a monetary reward.
Input-output diagram I-O diagram.
A graphical representation of all the factors that make up a process. This diagram can apply to many IE topics, in any case it will promote a more comprehensive, accurate analysis. For example in layout, make an I-O diagram of all inputs and all outputs, including scrap and emissions, and include materials handling and flow for each. In order, diagram the property, the building, the department. In cost reduction, quantify costs in an I-O diagram format to understand the most significant ones. In capacity planning, diagram the constraints in order.
You will find that you can present concepts to others easily and effectively with input – output diagrams.
Just in Time;
JIT, or the Toyota Production System, TPS, or Lean Manufacturing, or Lean. Just-in-time is a production scheduling concept that calls for any item needed at a production operation – whether raw material, finished item, or anything in between, to be produced and available precisely when needed, neither a moment earlier nor a moment later. Shigeo Shingo, a consultant to Toyota, says “But, if the language (of ‘Just in Time’) should be translated into Japanese it would be ‘timely or well timed.”
JIT suppliers.
Usually the suppliers of a JIT driven company are required to deliver their products to meet the JIT schedule of their customer.
Ishikawa diagrams See Fishbone diagram
Kaizen
Kaizen is a major element of the Toyota Production System which comprises many of the TPS components in a short time frame perhaps a week but repeated frequently. All levels of the organization participate in rapid data gathering, followed by focused thinking and doing – “doing,” as in concentrating resources to get 100 percent of the improvements done quickly. It is the team’s responsibility to think – to understand the current state and establish targets – and, with a leader’s guidance, figure out how to improve process flow and meet or exceed the targets.
Collect information such as cycle times, product-quantity analysis, process matrix, spaghetti chart, 5S evaluation, process-at-a-glance, time observations, takt time calculation, capacity study.
Establish goals and create a target progress report to monitor daily progress.
Perform time observation, operator percent loading charts, visual controls, standardized work and standard work in process, standardized work combination sheets, safety and mistake-proofing devices, relocation and layout, skills matrix, and cross-training plans.
Key Performance Indicators (KPI), metrics, performance metrics
The classic performance indicator for many organizations has always been profit or loss. That and many other financial indicators are most easily available after the books are closed at the end of a month, weeks too late for correction. With modern IT the use of more indicators is quite possible and timely enough to correct an issue almost as it occurs.
Many groups will advise what to measure and how to do it, often, coincidentally, the special interests they represent. As with other tools in this book, choose wisely according to your organization’s objectives. Remember the Pareto Principle, choose to measure indicators that relate to your most important values. The most useful for you may not be an off-the-shelf measure either; perhaps a bright IT talent in your organization can devise just the metric you need.
Kit issue of materials
This is the practice of pre-arranging components before sending them to be assembled. Handling may be increased but the correct parts in the correct amounts will be present in production, without the need to dispose of packing materials there.
Labor incentives.
The purpose of labor incentives is to motivate employee performance in return for a monetary reward. Incentives are effective employee motivators because most people go to work for money in the first place. Incentives, piece rate, or piece rate pay systems, offer an opportunity for employees to increase their pay by their own efforts both physical and mental.
Incentives also benefit a company. Wikipedia has it right when they say, “An advantage for the company is that this method of payment helps to guarantee the costs per unit produced, which is useful for planning and forecasting purposes.” Piece rates may, probably will, require more careful reporting than an hourly wage.
Please keep in mind that piece rates don’t replace minimum wage laws. But piece rates will often ensure that actual labor costs match budgeted costs more closely.
Incentives apply in many industries, not only manufacturing but also construction, installation, agriculture, customer service, hotel housekeepers and maids, maintenance with a clear work description such as preventive maintenance.
Layout
Layout of plant and workstation is at the very heart of productivity. Layout is commonly used to create effective flow of material, optimize floor space in a facility, minimize material handling, organize space, equipment, and storage, and plan for change, growth, consolidation, downsizing. Other terms are facility design, floor-planning. Layout is a central component of industrial engineering, see the Layout section of this book.
Layout can only work with the characteristics of an operation as they exist. If there is too much inventory or lost time, or obsolescent equipment or technology, layout alone will not improve those features. Likewise, layout alone will not create a lean operation, but it can help it to operate even more smoothly.
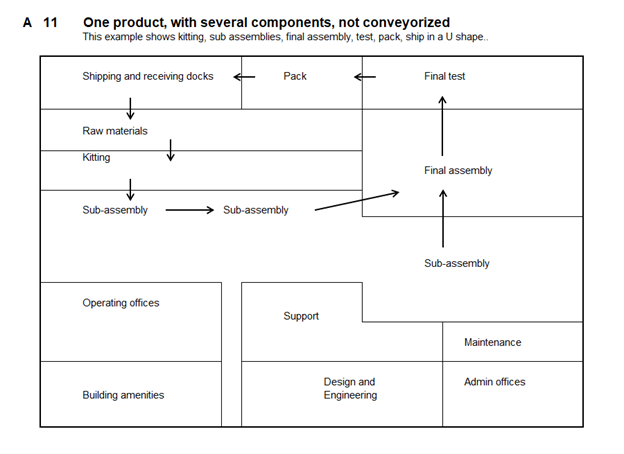
Lean manufacturing or lean production;
the philosophy of continually reducing waste in all areas and in all forms; an English phrase coined to summarize Japanese manufacturing techniques (specifically, the Toyota Production System).
Learning curve.
A theory and application developed in the aerospace industry to predict the cost of production after manufacturers gain experience. It predicts that the cost will drop at a constant rate as the cumulative output quantity doubles. The constant rate is not always the same, depending on characteristics of the product and process, but it seems to be within a few points of 85%. Learning curve is generally considered to refer to labor content, but I believe it can be more broadly applied to an entire operation, because engineers and planners and managers get smarter over time too, and tools and materials are improved.
Learning curve was developed for long cycle production such as airplanes and rockets. It seems to have an application also to short cycle consumer products, but the constant rate of improvement will also differ depending on process factors of the operation.
Line balance.
The process to assign all members of a line or crew, or all equipment, an equal workload so that production flows smoothly without constraint.
Linear responsibility.
A simple mechanism to define exactly who has responsibility for actions; who does, who approves, who must review, who supervises, etc.
Make versus buy analysis.
A formal process to explore the possibility of vertical integration, to quantify the cost to manufacture in-house a component now purchased. The reverse also applies, to evaluate the value of outsourcing what is currently produced in house. Pure cost (labor, material, fixed and variable overhead) is not always the only objective. Space usage is often a factor, as are product quality, timely delivery, production synergies, and capacity.
Man – machine chart.
A graphic method to understand and optimize the interaction between a machine and its attendant. The basic objective is to shorten the overall production cycle. In practice the machine cycle is often the constraint, so try to minimize the operator time which is performed “external” to the machine cycle, by performing it “internal” to the machine requirement and thus reducing the cycle time.
Manning chart.
A spreadsheet used to calculate how many people are required to produce a given amount of product at a given product mix. The most important variable to specify is the production rate for each step in the process; engineered standards will produce more accurate and reliable results.
Manufacturing Resource Planning; MRP.
Developed by Joseph Orlicky, Oliver Wight and George Plossl, MRP was a very popular integrated materials management system, one of the first to use mainframe computers of the 1970’s. MRP and successor MRP II are still in common use.
Metrics, see Key Performance Indicators (KPI), performance metrics
Modeling
Modeling or simulation programs, computer based. Formal systems are on the market which will “simulate” actual manufacturing results by performing many replications in a model rapidly. The user plugs in values to selected operating variables, a program performs large numbers of replications, and results predict performance of production lines. Change a variable value to learn the impact of the change.
Motivation
Why people act as they do. Motivation for all members of the organization chart affects performance, and most factors of working life.
Multiple Activity Charts.
A graphic method to understand and optimize how different people and / or equipment work together, who does what and when compared to the other activity. Similar to man / machine charts.
Not Invented Here,
The dreaded NIH factor. “If it wasn’t invented here, it is by definition no good.” I have certainly been in places where it was active, but they didn’t invent it, so why was it alive and well? The pre-conceptions of NIH are the direct opposite of objective fact finding.
Pareto Principle
Vilfredo Pareto, a 19th century, Neo-Classical economist mathematically described the unequal distribution of wealth that he observed in the world around him. His observation, known as Pareto’s principle, has been profitably extended into other fields of inquiry: in business Pareto’s principle tells us that a few of the inventory items will constitute most of the value; a few processes will give most of the trouble; a few line items will generate most of the cost; a few constraints will control the entire pace of operations; a few misdirected efforts will create the most issues.
Expressed most simply, productivity focuses on those few items that influence the largest result; Show me the money.
Performance metrics, see Key Performance Indicators (KPI)
Performance reporting.
Standards or quotas or expectations are useless without objective reporting of actual performance against the standards, and the communication of the reports to those concerned.
Piece rates.
A variety of labor incentive, with all of the same advantages and disadvantages. Wages are quite closely related to production output. Piece rates don’t replace minimum wage laws. But piece rates will often ensure that actual labor costs match budgeted costs more closely.
Pre-qualified suppliers. A technique to validate parts suppliers in advance by close on-site inspection of their processes and controls.
Preventive maintenance; PM.
A practice to prevent equipment breakdowns by planned periodic maintenance such as lubrication and replacement of failure prone parts. Predictive maintenance is an offshoot, which uses technical equipment; sound, heat sensing or vibration based to predict the failures of moving parts.
Productivity
This is defined as output divided by input. To increase productivity, increase output or reduce input; or both.
Productivity Improvement Program,
A formal program perhaps called PI or PIP. A feature of PIP compared to a pure cost reduction focus is that PIP may include a comprehensive organization-wide emphasis, and encourage actions that increase profit without necessarily reducing costs, such as adding sales volumes or product value to the customer.
Product pruning
This is the concept that reviews each product periodically to determine whether it should remain in the catalog. The judgment can relate to profitability or to a subjective measure, and absolutely requires accurate standard costing and overhead allocation.
Pull system.
A manufacturing planning system based on communication of actual real-time needs from downstream operations, ultimately final assembly or the equivalent, as opposed to a push system which schedules upstream operations according to theoretical downstream results based on a plan which may not be current.
Quality systems.
Many important contributors, many different factors and programs relate to product quality and the management of systems designed to optimize quality. This area has been very active since the end of World War II, with significant progress internationally as the quality reputation of entire nations, for instance Japan, have dramatically improved because of corporate quality management. Quality systems, individuals and concepts include:
Cost of Quality; COQ. A formal program to calculate the overall cost of all the components which constitute “Quality”, such as scrap, rework, prevention, inspection, instrument calibration.
Design of Experiments (Taguchi), correlates test results to provide valuable and often hidden insights about the interdependence of variables.
ISO 9000 et al, an international mechanism to claim that a company practices process control.
Dr. Joseph M. Juran, began to apply the Pareto Principle to quality issues; later went to Japan, lectured and focused on managing for quality, credited with bringing Quality Circles from Japan.
Malcolm Baldridge Award, annually given to leading quality practitioners
Quality Circles, from Japan, promotes employee involvement.
Quality function deployment (QFD) is the method developed by Dr. Yoji Akao in 1966 whose function is to learn what is considered important to users and customers, then to build that information into specifications for the product, then to establish methods and process to achieve the specs, and put in place functions to assure that the criteria are met. QFD links the needs of the customer (end user) with design, development, engineering, manufacturing, and service functions.
Six Sigma, statistical control, typically with full time facilitators.
Statistical Quality Control. Has been in use for years, Dr. W. Edwards Deming spearheaded its resurgence and took it to Japan with historic results.
Total Quality Management or TQM, functions on the premise that the quality of products and processes is the responsibility of everyone who is involved with the creation or consumption of the products or services offered by an organization.
Zero Defects Phil Crosby started it at Martin Company, and it was remarkably successful in the early stages of the aerospace industry.
Red-green-yellow lights, a very visible way to bring attention to manufacturing problems. Add a horn and strobe light, and a problem is hard to ignore.
Re-engineering. Re-engineering is the analysis and design of workflows and processes within an organization, particularly business processes but not limited to that. Many focused programs arose from the Re-engineering efforts of the 1990’s.
Simulation or modeling programs, computer based. Formal systems are on the market which will “simulate” actual manufacturing results by performing many replications in a model rapidly. The user plugs in values to selected operating variables, a program performs large numbers of replications, and results predict performance of production lines. Change a variable value to learn the impact of the change.
Short Interval Scheduling; SIS. A system invented by Alexander Proudfoot to improve work assignment. First applied in warehousing at Montgomery Ward, it is effective there and for management of other short interval jobs. Short interval scheduling is self-explanatory, and any spouse recognizes the format. Give out one job, agree with the person when it will be done (usually a few minutes to an hour), have the person report to you when it is done, at which time you assign the next job. This level of control may look like micromanagement, but it will improve productivity and throughput. Both boss and worker get positive reinforcement from each task completed, and both will be sure that each task is correctly done as a solid base for the next step. The actual time taken then will be entered to update the data base.
Single Minute Change of Die; SMCD. Quick change capability. Ability to perform quick change is necessary for JIT, because rapid reaction and small batch sizes are the basis for very low inventory. It is generally accepted that a “minute” may not be literally accurate, but changes are quite short indeed.
Theory of constraints; TOC. A management philosophy initiated by Dr. Eliyahu M. Goldratt. The solution is constraints management calls for constraints to be identified and quantified. As with many other techniques, when a problem is identified and quantified, the solution is much more obvious.
Theory of Inventive Problem Solving; TIPS in English, TRIZ in Russian. Developed by the Soviet inventor and science fiction author Genrich Altshuller and his colleagues.
TRIZ presents a systematic approach for analyzing challenging problems and provides a range of strategies and tools for finding inventive solutions. The central purpose of TRIZ-based analysis is to systematically apply the strategies and tools to find superior intellectual solutions that overcome the need for a compromise or trade-off between conflicting practices.
Total Productivity. The understanding that productivity is not just for the production floor, because improvement can be effected throughout an organization. Indeed, following Pareto’s principle, the majority of cost will be elsewhere than on the production floor. If this program, Manufacturing Productivity, has one single focus, it would be total productivity.
Toyota Production System; TPS, often known as Just in Time, or JIT, or Lean Manufacturing, or Lean. The source of all of these was the post-war Toyota Motor Company of Japan, where the foundation of TPS was laid by Sakichi Toyoda (jidoka) and his son Kiichiro (Just-in-Time). Taiichi Ohno, later Executive Vice President, is widely credited with making TPS a reality. Shigeo Shingo, a consultant to Toyota, was an important contributor as were Eiji Toyoda, former President, and Saito Naichi. Ohno later said, “The most important objective of the Toyota System has been to increase production efficiency by consistently and thoroughly eliminating waste. This concept and the equally important respect for humanity … are the foundations of the Toyota production system.”
Excellent current authors on lean and TPS include Bill Waddell at Evolving Excellence, Bob Emiliani, Michael Baudin.
Two bin system for inventory control; a very basic and simple system. Buy two bins or containers of a part or supply item, and when one is used up then buy another. This simple and inexpensive system can be highly effective.
Value Added; The term which addresses the real value of each component of a product design, work activity and control systems. Great idea, and not recent.
Value Engineering / Analysis; (VE / VA) The precursor, in the1950’s, of more modern but not necessarily more effective product and work design systems. VA / VE would not let you design anything but lean, value added, systems because it questioned the value of everything.
Visible inventory, of which the JIT term Kanban is an example. All the inventory is on the production floor in sight so that there should be no surprises, no unexpected surplus or shortage.
Work Measurement; near the last but certainly not least of the productivity tools. Invented by Frederick Taylor in the late 1800’s as a keystone of Scientific Management; vigorously practiced and advanced by Frank and Lillian Gilbreath in the middle of the 20th century. Work Measurement is a central component of industrial engineering and productivity. With work measurement, a successful business will set expectations for its employees, balance workload, manage constraints, calculate staffing levels and crew size, schedule; pull waste and non-value-added activity out.
Work measurement is the technique to engineer the values required objectively; it is effective in the office, the lab, the maintenance shop, the field, the customer service unit, and the warehouse as it is on a production floor. It can favorably affect costs and service in health care and in government operations.
Work Simplification is a formal proprietary program from at least the 1960’s designed, and effective at, the analysis of work elements in order to improve them from the standpoints of ease of motion, ergonomics, motion economy, delay, and elapsed time. The favored applications included extensive employee participation.
Course Manual 10: Linear responsibility
Some method for prescribing who is to do what in a relationship has probably been around since Adam and Eve.
In a productive enterprise a similar knowledge is necessary as well. Over normal day-to-day activities, the definition of responsibilities it is not always spelled out, but then those activities last for a long time, and have it been in place for a while.
Projects, and processes, are usually assembled and instituted for a special purpose, and the organization of that project may be out of the ordinary for many of the individuals assigned. Some normal reporting relationships may well be in place, but others may not, perhaps some are in advisory roles rather than command, and knowledgeable people from outside the normal range of contact may be brought in to contribute.
In short-term enterprises such as projects, perhaps having to do with a special productivity purpose, it is best to go out of the way to explain the relationships that the individuals concerned have with the project. What is each individual expected to add, to do, to approve, to advise? As the heading on the chart itself says, to prevent tasks from falling through the cracks.
On the Internet under linear responsibility, there are a variety of similar charts to this one. (And this particular format has been in existence since before the Internet.) Select a chart that fits your purposes if there is in fact any difference.
Early in each new process, fill in the chart with the names of the people who have been asked to participate. List the expected tasks as they are understood at that time. Reach an agreement with each of the participants about their participation with the specific tasks as the project is defined. Then routinely update the names and the tasks as the project proceeds.
Manufacturing Productivity – Linear Responsibility Chart
To prevent tasks from falling through the crack, or two people each thinking they have a responsibility. Fill in the chart to define responsibilities for all major functions and tasks. List tasks down the left side, list names across the top.
Code each person’s tasks for whichever of the following applies.
Do: do the job.
Dir: Assign and direct the job.
App: approve in progress and completed work.
Must C: must be consulted beforehand.
May C: may be consulted.
Ad: must be advised of in progress and completed work.
Rec: who will receive the completed task for the next step.
Course Manual 11: Staff Administration
Staffing for highly variable demand beyond your control is a difficult issue, and this process will not resolve all of the questions. But it suggests some simple and more sophisticated actions, perhaps you haven’t considered, perhaps you can combine with other ideas, or jog a useful thought process.
Non-controlled demand may be an intensive care unit where accidents and health emergencies are treated; tax collector offices where property taxes due on the first of a month create huge influxes; a depot for emergency relief supplies waiting on the next hurricane or flood. There will be others with a similar characteristic, a sudden demand not within the control of those who must fill it. Think 2022 and the supply chain situation with empty shelves and not knowing when the next shipment will arrive.
When non-controlled demand is released, the management of the organization is often required to meet the demand, period. Budgets and plans become second priority, although sometimes as in the tax collector’s office the deluge can be anticipated.
A. Is demand control possible, perhaps through policy?
Control may not be wielded by the management specifically involved, but by others they can influence:
1. Tax bills due as of November 1 create the peak workload of the year, the most visits, and the most questions, at the tax collector’s office. There is nothing the tax collector can do about the date, but the politicians can change the timing; perhaps to cycle bill like commercial establishments do. Change the law so that one twelfth of all bills are due in November; or the due date of monthly bills are spread throughout the month. License plate renewals are spread throughout the year already, and if you think the lines are bad at the DMV now, consider what they would be like if all renewals were due in one month.
2. The beds occupied at intensive care units of hospitals are a result of natural causes and accidents and COVID, but also by surgeons who schedule surgery. When hospital management is able to influence surgery schedules, it is possible to even out not only bed occupancy, but also the use of operating rooms and other facilities.
B. General solutions, useful and widely practiced; use these actions to ease overloaded times.
1. That old standby, overtime. Yes, it is time and a half but do the math; if OT reduces the number of people on the payroll and their benefits, OT might be cost effective. How much is customer service worth? Overtime is more effective for temporary workload peaks; if the growth in workload is both predictable and permanent, hiring will sooner or later be required and sooner is better.
As a general rule, overtime is bad news if an operation is performing below expectations. That means that overtime must be paid for, because the operation has not been performing well. On the other hand, overtime is likely a profit potential if the operation is exceeding expectations, because that means that additional output can probably fulfill sales that are over plan.
2. Some businesses seem to have a fairly normal level of business, while others have sales that fluctuate during the year. If sales fluctuate, or service, schedule vacations during the off-peak times, none during the peak. Build inventory during the sales lull, an old standby.
3. Cross-train thoroughly, for instance clerks to perform all clerical jobs, for all products and forms and situations and at all desks; face to face with clients and on the phone and in the back office. Cross train between departments. Then during the busy period, place the employees where the work is. Especially effective if department peak workloads are at different times of the day or year and inter-departmental assignment is practical.
4. Stagger work times so all hands are on deck at busy time and fewer before and after, during the workday.
5. Delay deferrable work during the rush hour, either as a planned activity or on the spur of the moment. But sooner or later even deferrable and low priority work must be done.
6. Call back retirees and ex-employees in good standing; be sure to approach them before the increase in work.
7. Train a cadre to call up in busy season, employees from other departments, interns, another local industry who has a slow season concurrently, especially others who work with similar equipment such as computers.
8. Staff for the peak loads and reduce off-peak labor costs by encouraging unpaid time off; or provide help to other departments, or build inventory.
9. Where goods are produced, inventory is the great leveler. Maintain shippable inventories, or stocks of supplies ready to be converted to finished goods. If the standard inventory program, JIT for instance, dictates against this strategy then do the math. Calculate how much value you would receive from carrying a bit more inventory, perhaps on selected products or at normal rush times of the year. Then compare that to the costs of an extra inventory for a while.
10. It is certainly possible to call employees up on short notice for busy times, and not call them in for slow times, but there will be a long-term price you may not want to pay in employee dissatisfaction.
C. More sophistication required
1. An effective but more sophisticated technique can perhaps be useful. Typically, there will different levels of talent working together, at different pay grades. Also typically, the lower pay grades can be more readily trained. In such circumstances, an objective is often to maintain a stable work platform for the skilled employees, even at the expense of the lesser skilled. It may be possible to train the skilled to perform some duties of the lesser skilled, then in lower workload periods reduce the number of unskilled and keep the skilled busy by performing the less demanding tasks. When work picks up, add back the lesser skilled.
2. In some organizations, another training variation is useful. Train the lesser skilled upward, into more demanding duties. Then alleviate rush periods as less skilled perform their newly learned tasks to assist skilled workers and bring in even less skilled to make up the slack.
D. The silver bullet for all effective workload relief
The very first action indicated is to quantify how much time each major task takes. Only with that knowledge will you be able to calculate intelligently what your practical options are and develop plans. Objective time study or other work measurement will define times and provide a basis for a realistic solution.
Exercises for Staffing Administration:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 12: Results Count
Remember the old adage, a person whose only tool is a hammer tends to see all problems as a nail. Better to have several tools in your tool belt.
Your Purpose
Your primary corporate purpose is probably akin to the basic Toyota objective, “making a profit, and satisfying the customer with the highest possible quality at the lowest cost in the shortest lead-time, while developing the talents and skills of its workforce through rigorous improvement routines and problem-solving disciplines.” Toyota did not set out to invent just in time, or kaizan events, or value stream mapping; such tools helped along the way but were not the primary focus.
Keep your eye on results that advance the broad purpose, not just the tool.
Define the desired result first, then utilize whatever tool will provide that result most cost effectively. Resist the temptation to make the tool, or process, or proprietary system into the centerpiece. Results count.
Understand results, rather than the process, as your centerpiece.
1. The recruiting process
A successful corporate recruiter tells of the potential client who asked him how he recorded the contacts he made, the conversations, the diverse characteristics of the candidates, the reports he generated. The recruiter pointed out that he delivered results, candidates to the criteria requested, not paperwork. He would have been glad to recruit them a director of common sense, but that was not on their list.
2. The data set
Knowledgeable manufacturing managers believe that any reporting system that does not quickly deliver information that helps the front-line supervisor is useless. Expand that thought to the reports at other levels of line and staff functions; if they do not quickly deliver information to inform the people who can act to correct problems, they may be fine examples of programming, but they are useless.
3. Goals and tools
If your goal is to eliminate waste, and cut out non-value-added effort, you will have a variety of possible tools at your disposal. As you differentiate the tools and the objectives,
a. Don’t confuse a list of possible concepts with a prioritized action list, task assignments and due dates.
b. Your preferred process may not be technically able to achieve your intended result. For instance don’t choose an MRP system to reach a goal of Just in Time.
c. A tool is meant to be a means to an end, not the end itself.
d. A subset of this section gets into a somewhat sensitive subject, and that is quality of the product. A goal of course is to have very high quality product. But it is possible that the tools that manufacturing has to work with may not be physically capable of meeting this goal. In this case the original goal should be then to increase the actual performance capability of manufacturing equipment. The subsequent goal then could very logically be to meet a particular set of quality standards.
4. First things first
A checklist for improvement of a particular job or task may include flow process, layout, methods, hand tools, automation, computer assistance, time study. But please start with the basic question, is this job necessary? Next, can it be combined with another? Only then consider the value-added elements that are necessary.
5. MIL-TS 41
Which means, Make it like the spec, for once. Here is one process you had better respect, product requirements. Now, requirements can certainly be changed and should be reviewed continually, but while they are in effect, meet them.
6. Best way and better way
U. S. Steel at one time had two tenets in manufacturing;
a) “There is one best way”, and b) “There is always a better way”. That combination is still an effective way to balance control while seeking continuous improvement. Know, record, instruct and enforce the approved techniques but at the same time encourage employees to innovate; formally test, then install a new technique when it is proven to be better.
In some cases, such as pharmaceutical manufacture and space craft, standardized methods and techniques can literally affect lives and it is a serious error to ad lib. Those procedures must be cast in stone, but even they can be modified after review and approval.
Course Manual 13: Two Scenarios
Productivity is not necessarily a simple, straightforward, sphere. In many other instances in real life, a solution to a problem may do well as far as one segment is concerned, and not so well on another. The dreaded possibility of unintended consequences. Productivity solutions can be expected to have pros and cons as well, as they are implemented. As our sessions catalog the various processes or tools, we will define not only how to perform them, but also their advantages and limitations.
Productivity is a complex topic, and most if not all of the segments of an organization can contribute. Any classic answer or solution is not always the most productive one, in all cases. Throughout this program the emphasis will be to examine the different elements that can contribute, so that the organization will be prepared to select and choose the optimum action for each particular circumstance.
Case study: Let’s call this Mike’s company.
Mike runs a consumer products company, skin care, hair care, shaving cream; and his company is beset by backorders. Now, productivity is not just something that is constructed in an ivory tower, it is quite frequently a practice that is required to solve everyday problems, right now. The following plan was offered to Mike’s managers. They got the results right, before long Mike sold the company to a conglomerate at a good price.
Backorders and out of stock occur widely, and the relevant word is “Unacceptable.” Backorder and out of stock result in customer dissatisfaction, which obviously is not a way to run a business.
Backorder and out of stock also reduce or delay cash flow, and cause incremental cost, to catch up. To avoid these negative effects, understand possible causes and implement corrections.
Possible causes and corrections, in general
There is a very long list of possible, even likely, causes of Out Of Stock. (From now on, the term “OOS”.)
Cause 1.
Corporate growth is obviously good, but unfortunately it can affect OOS. A company that rapidly expands volumes, product SKUs, or client base has high exposure rate to OOS. Now, if business growth is a fact of life for your company, the benefits will likely be so valuable that solutions to OOS will have to adapt to growth rather than the other way around.
Fortunately, the actions below consider growth as well as OOS.
Cause 2. Corporate Strategy
OOS can easily be an unintended consequence of a strategic decision on another topic. Such as,
a. Inventory control.
A company may choose to use Just in Time, to minimize raw material, work in process, finished goods. For a steady state production level, JIT may be acceptable but it has drawbacks even then. For volatile and rapidly growing sales conditions, a larger inventory will cover the upside possibilities while protecting against a zero inventory. Sales income and customer service should take priority over minimum inventory, especially for a stable product, when the cost of money is low.
Now, if rapid growth is accompanied by frequent spec changes, you may wind up with a large inventory with the wrong specs if you don’t have a really clear crystal ball.
There are a trio of Oldies but Goodies, which might fit some of your problem components inventories.
• Economic Order Quantity is a proven benefit to operations cost. An excellent article by Dave Piasecki about it’s uses and misuse within modern inventory control systems is at http://www.inventoryops.com/economic_order_quantity.htm.
• The Two-Bin system works for many readily available components where you want to have a decent control but not invest much. Buy two containers worth of the component, when one is used up, then buy another. If the inventory person sees that usage is not what it had been recently, review the situation. This system was popular with Cardex inventory control. Now there is a Kanban adaptation so Two-Bin must be pretty good, for some components.
• Is your materials management policy to start a product down the line even if not all components are on hand? You can take my word that it’s wrong, or you can prove it to yourself you are losing money, in changeovers, idle delay, bigger in-process inventory, rework.
b. Inordinate attention to budgetary line items.
Out of Stock incidences will increase if the company (or contractor, or primary supplier) has directed employees to cut spending for shipping, freight, overtime, new hires, production planning, line changeovers, equipment maintenance, inventory on hand, raw materials, less than truckload shipments, overnight shipping.
c. New product rollout, new customer or sales outlet
This section is based on personal experience. Management has a tendency to make commitments, to customers and marketing, that manufacturing cannot possibly meet.
A valid manufacturing schedule, added on to a valid shipping and fulfillment schedule, will equal a realistic and objective cycle time for delivery of a new product, or first order for a new customer or sales outlet. It is composed of all the required times for all the elements, including obtaining all the materials, all the specs; a manufacturing cycle, testing, paperwork; picking, shipping, transport and deliver times.
It is true that for priority items and special actions a deadline can be met; it is less likely that special action works for all OOS. If it does, the costs will include overtime, multiple changeovers, expedited shipping. If something is #1 priority, something else must be #xteenth.
Can a schedule be shortened significantly? In your own facilities, maybe, with diligence, but it is less likely with contractor manufacturing.
d. Contract manufacturing
A company may choose a strategy to use contract manufacturers, to reduce the amount of capital, get in business sooner, limit the amount of technology the company requires in-house, and other valid reasons. But out-sourcing introduces the possibility that your products may be on hold while another of the vendor’s clients takes top priority. With contract manufacturers and warehouses as part of the equation, you may not have total control of your own destiny. Particular topics that can affect delivery may involve:
• Priority of your products in the vendor’s schedule.
• Lead times that the contractor is able to provide; or that the vendor can meet.
• Ability of contractor to influence vendor operations.
• Who is to plan the logistics then place orders?
• Who plans the raw, processed, finished inventories?
• The delivery chain length; transport and store; materials and finished goods?
• Who defines and maintains specifications? How often do they have critical changes?
e. Multi-location processing
To manufacture in multiple locations, sequentially, may have strategic benefit, but locations usually add to the cycle times for production. This is true of in-house or contract operations. Planning, inventory, shipping and receiving, and transportation factors all add to cycles and complicate issues.
Cause 3. Scheduling, materials procurement and storage
Let’s talk a bit about scheduling, and what preferences manufacturing has, and why. These points apply to in-house or contract manufacturers.
• Manufacturing likes 1) a reliable long term forecasts and 2) a firm short term schedule; to order materials, build a framework to satisfy all its customers, and minimize product changeovers.
A manufacturer may be a pure job shop who only buys material at the time of a particular order, or he may be willing to keep stock on hand. Elements in a procurement process; forecast, production schedule, receiving, stores, all have a time element.
• Lead times and ordering will differ for different components.
• Price can be negotiated better if you are willing to commit to higher volumes and / or longer terms. At the same time, Page 1 Paragraph one of the purchasing handbook says, “Thou shalt have more than one vendor”.
• Materials are often considered A, B, C according to value, usage, lead time and availability. While I believe in ABC, any single ingredient in a product is a super A if you are out of it. If you can’t buy a component at Wal-Mart or Lowes, it is an A item. Don’t run out. You might have a little extra carrying cost or spoilage (but larger purchase quantities will be less per unit, and interest rates are low) but the overriding factors are lost sales from an Out of Stock, and the damage to relations with individuals not to mention major clients.
Cause 4. Manufacturing and OOS
Obviously, the operations in plants and warehouses offer many opportunities that can lead to OOS.
a. Briefly, OSS is a function of plant capacity, composed of number of lines and subassemblies and related processes.
b. Consider cycle times, cleanup and change-over time and frequency, line speeds, constraints knowledge and management, hours worked, shifts possible in the community, access to qualified employees. Operating downtime, productivity. Scrap rates, material loss. Oh by the way, capacity is always a function of product mix because different sku’s will have different line speeds, up time, change over and loss parameters.
c. Line changeovers are costly in several regards, They require labor and material to perform, additional lot-related paperwork, interruption to smooth line operation, reduction in the hours available for operation, extra testing for lots, material loss. Unplanned schedule and line changes can be especially damaging. And no order can be filled if the materials are not on hand.
d. What really works well is a rolling 4 week forecast of sku volume by shift, and the upcoming week schedule to be frozen with no changes allowed.
e. These same questions may apply to vendors.
Cause 5. Warehousing and shipping, fulfillment
Out of stock lasts until the product is delivered, and include warehousing and shipping, so include those functions as you search for speed. All can be under one roof or scattered. Multiple locations for warehousing and fulfillment at best lengthen the delivery cycle unless you are an Amazon book and printed at the shipping location. Multiple locations means that each location will experience a lead time as it receives, put away, records to inventory, picks for the next step, and ships again. Each step takes time. Inventories will be higher and perhaps controlled by different organizations. Can modern electronic planning packages solve these issues? Good on them if they can.
A plan of action
a. Analyze recent out of stock circumstances, especially really painful ones. Try to zero in on the real cause, but list contributory issues and the organization involved. List who did what when. Act on the results.
b. Is one product, one location, one inventory plan doing much better than others? Learn what makes them better, benchmark and copy. Emulate their system. Adapt any strategic or operational ideas that apply.
c. Address OOS issues with in-house or contract manufacturers, shippers, storage and transfer points. Ask them, “what can we do differently, procedurally, to reduce OOS?” As possible, try to meet their requests.
d. Visit plants and warehouses; their vendors. Meeting in conference rooms won’t be very useful, what will be useful is to work with them on the production floor. A selling point for contract plants is that whatever they can improve for you (productivity, cycle times, capacity, actual cost, material flow, constraint management) will be useful for all their other customers too.
• Consider the basic question, make or buy?
Case study: The ocean vessel back-up outside the two LA ports
We have all heard generally about the upset worldwide in the supply chain. But our own personal exposure to it perhaps occurs only when we find an empty shelf where the product we seek should be.
Intuitively, the supply chain disruption sounds hard to handle, in the best of times, with so many moving parts, but we don’t have the insight or access to very many facts. So, when a knowledgeable article appears, it gets our attention. On December 3rd, 2021, in the Los Angeles Times, Sam Dean wrote an article titled,
Is the ports logjam really getting better? The numbers don’t tell the whole story. This problem is obviously very complex and writer Dean does not attempt solution but does illuminate some Interesting complexities. In this regard the backup at the Los Angeles ports is similar to productivity problems that many face.
First, some local knowledge. The ports of Los Angeles and Long Beach share San Pedro Bay, and all who drive the Pacific Coast Highway know that ships at anchor are visible offshore south as far as Laguna Beach, some 28 miles.
The number of ships in the harbor have decreased but “the total number of vessels waiting hasn’t gone down because the ports have suddenly sped up operations.”
One major policy change, and several parallel advances seen to have had favorable outcomes. A new policy set by shipping trade groups encouraged incoming ships to wait out in the open ocean rather than close to shore, which brought about a steep drop in the number of ships at anchor but did not reduce the overall number waiting for the ports. But, with ships in a holding pattern 150 miles offshore, and unexpected bonus is that airborne emissions near the shore are expected to improve, although data are not in yet to confirm that theory.
“during the peak season we would have one or two months where we move 900,000″ twenty-foot equivalent units — or TEUs, the standard volume metric in ocean shipping — all told, including loaded imports and exports and empty containers.
“We’ve been averaging 900,000 containers a month for 17 months now,” Seroka said. “This is really peak performance.” Keep score, that’s good
Some other suggested changes to reduce backlogs include:
“Warehouses, trucking companies and the terminal operators could start running more night shifts, which would move more containers out when traffic is lighter.”
“The Biden administration could reexamine some of the tariffs on Chinese imports that the Trump administration put in place — specifically the tariff on importing truck chassis to move containers, which has contributed to the bottlenecks at the ports by making chassis a rare commodity.”
“The shipping companies could collaborate more closely to get empty containers, which are taking up real estate necessary to unload new ships, off the docks.“
Already, “newer entrants to the field, these shippers had contracts to bring goods east to the U.S. from Asia but hadn’t established an export business for the route back — meaning they would simply steam away once they unloaded their ships. Now, some of these companies are striking deals with the big players in the industry to take back their empty containers on the westward route.”
And, “ships don’t burn as much fuel crossing the Pacific, as now they can reserve a place at the dock before they leave rather than only when 20 miles of the port.”
Thanks, Mr. Dean. This is productivity, outside our normal range of experience but with the earmarks of the problems we see every day; just more visible and complex. Fortunately it gets a lot of visibility, which some productivity projects do not.
Exercises for Results Count:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 14: Plant Layout
The arrangement of people, materials and equipment is at the very heart of business productivity; in an organization of any size; engaged in just about any endeavor.
Change to building layouts and production facilities is to be expected,
for a dynamic organization. Often times a layout change or facility plan modification comes about due to some reason other than productivity; growth or technology or new products for instance.
The benefits to productivity may be overlooked, during a discussion of layout, but the arrangement and the flow of materials can have quite an effect, favorable, or unfavorable, on productivity.
The challenges and useful approaches which your organization may choose (or have imposed upon you) may be similar to these as your organization may want to:
• Relieve a jam-packed facility. A key is to maintain output during rearrangement, so a resolution should create both short and long-term options. Target problems with layout technique, then perform moves in a checkerboard sequence, one step at a time.
• Create better flow, or more output, with today’s product mix. Variables include the process, the geometry of the facility, equipment, and products; even constraint management, batch sizes and inventory policy. A good layout will provide some open space to facilitate short-term change; and leave open general paths for future expansion.
• Add output and capacity, facilitate new products. Resolve current problems, anticipate new technology, products, volumes. Physical arrangements aren’t revised frequently, so your layout changes may just catch up, or anticipate the future.
• Rearrange to cut through a wasteful “spaghetti” flow. Good flow is routinely a prime objective for all layout projects, along with space utilization. Here, layout practices can definitely increase efficiency, output and waste. Don’t overlook the opportunity to review constraints, crewing, in-process inventory, material handling concurrently.
• Acquire or consolidate operations or facilities; shut down obsolescent plants, upgrade buildings and equipment. Start up a new operation, instead of or in addition to; large or small; locally or in a new community. Facility planning requires extensive layout and option analysis; of a general nature first, then in detail to arrange and fit in the chosen process. Watch out for the permitting process, and the time it requires. And for the demands of Fire Marshals.
• Find a site for a new facility, with plentiful qualified labor and low operating and distribution costs. (But, where does the boss want to be? Ignore this question at your peril.) To provide data for a decision, quantify in advance of a decision the expected acquisition and operating costs in candidate communities, and define what suitable property is available for the short list. This step must be done very confidentially; an organization has more leverage over prices while its identity is unknown.
• Re-shore production to US facilities because of world events; tariff, boycott, political pressure, in these changing times. Or bring back production because of factors that low offshore wages may mask, but do not eliminate; extended cycle times, communication, malware, transportation, fixed cost of inventory; materials availability, increased possibility of product recall.
When you re-shore, there are a zillion factors to resolve, but sooner or later you will have to determine where to produce the product and how.
• Office layouts. Offices are a special layout case, because they usually are quite visible, and affect both clients and executives. With social distancing, and perhaps remote workplaces in the mix, the options have increased.
Is there a single, simple solution to all, or even most, layout puzzles?
Of course not. There will not be a template on the web, or a standard floor plan, which matches your situation, because no two facilities or processes are the same.
In all the examples above, and with the many kinds of layouts; will your project be just like you have experienced before? Probably not, but layout fundamentals stay the same while the buildings and all the contents change.
You may ask, can your computerized layout system help? Immensely. But while your layout techs can enter information into the system effectively, they may not be trained in space utilization, product flow, and productivity fundamentals.
Layouts seem to interrupt, and therefore don’t occur often. Few companies are staffed to deal with once-in-a-while events, so your organization may or may not be staffed and trained to deal with layout and facility planning issues. In a later workshop the entire focus will be on facility layout and planning in order to establish an internal foundation and capability.
Processes will be presented for the routine layout improvements that may arise, and for the major facility planning efforts, the building in addition to or instead of, the expansion or consolidation, the re-shoring that may come.
Exercises for Facility Planning and Layout:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 15: Finishing Touches
The product is manufactured and there it goes on the conveyor belt off the production floor. So the productivity job is over, right?
Well no, not quite. The product is still a long way from the customer. It at least has to be handled in the manufacturing facility, perhaps with later stops in a distribution center, still under the auspices of the manufacturing company. And the product may need to be installed, by the manufacturing organization or by a subcontractor.
Manufacturing productivity can be complex at times, but generally speaking factories will have much more consistent processes and conditions than subsequent actions.
This section will address briefly product handling in warehouses, shipping docks and distribution centers because those subjects will be covered more extensively in later workshops of Manufacturing Productivity. Product installation and outside work such as construction will be covered in more detail because those functions may well be included in an overall productivity mandate.
Warehousing, shipping docks, distribution centers.
When the product is finished on the production line, it starts on a delivery path that may be simple or tortuous. The production may be a component part that is going to be used in the facility literally next door. It may be in the next town with the next state or across an continent or an ocean; it may be part of the logistics disruption of 2022. The difference in shipping paths obviously means that there is no one best way to ship and deliver a product.
Case Study:
Even in one facility a warehouse or a DC or loading dock or port, the handling times can vary depending on just where in the facility a pallet is stored, how far it is to the receiving and the shipping docks, how well an over-the-road driver keeps to the schedule. How many ramps to go up and down, how many pallets / containers may have been stacked on top. Different pallet patterns, different dimensions for the van or flatbed or ship. Not a simple question, to define how long it takes to receive and ship. It also is difficult to maintain the correct workforce size, given seasonality and sales variability.
But the same principles of productivity apply; remove waste activity (Which has a lot of opportunity to crop up); solve the major problems first; measure the work and state it even if the accuracy is not as good as producing widgets on a work bench. A major HVAC manufacturer benefitted from such a study in a distribution group.
Product installation
Products may need to be installed professionally, and one option is for the manufacturer to install them. And of course, the manufacturer will want to understand the installation process and arrange, plan and control it in order to minimize that portion of cost. And to plan and control installation is a challenge because outside environments are not neither as standard nor orderly as in a factory, the work often takes place outside, support for the installer may not at hand although modern electronics have reduced that problem amazingly well.
But work measurement is some effective in outside installation, although conditions are never as standardized or controlled as they are in manufacturing; communication and direction are likely to be much less available. But the rudiments are the same and it can be determined how long it takes to do the job, for installation will be repetitive. So, measure, remove waste, document, analyze,
Case study:
Then after the installation itself has been analyzed, analyze the installation of your major competitor as well. Is your installation cost less, for the average well trained tradesperson? How about for the average do-it-yourself attempt if it is a DYI product? If your product is easier and faster, then advertise it as Sto Corporation did. If it is not easier and faster, then you better get to work to redesign the installation process before your competitor finds out.
Construction
If your organization is involved in construction for any purpose, you will find opportunities for productivity improvement, but the variable field conditions that commonly occur will create a more complicated scenario than productivity in a manufacturing plant.
Case study:
Reporting from the field is seldom as accurate, timely, or descriptive as it is under the more closely controlled circumstances of a manufacturing facility. It has been said, by at least one large Florida masonry contractor after a major project to measure his crews and install reporting, that reporting results were at least as valuable as the work measurement steps themselves. Delay, interference, and waste were identified and reported for the first time, and could be resolved promptly.
Exercises for Finishing Touches:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Course Manual 16: Management Strategy
Up until this point in workshop #1, there has been occasional passing reference to management strategy and its place in manufacturing productivity. We will not overlook it any further, but it is a complex subject and not easily covered in a few paragraphs, such as more specific productivity processes may be. The dreaded possibility of unintended consequences can come into play.
Workshops #5 and #10 will in fact spent much of the entire sessions discussing management strategy and different ramifications which might affect productivity. At this point it is worth reaffirming that productivity actions have more than one effect, and when one choice is made there can be consequences both positive and negative. When one factor is optimized, there may be negative effects on other factors. We won’t go into detail of consequences for the brief examples offered here, but will expound on them further in later workshops.
Management strategy is vitally important to productivity, as it is to other elements of the life of an organization. Several examples of management strategy follow, which have an effect on shop floor productivity overall, with another effect on the overall cost picture.
• One productivity tenet is at the heart of the highly regarded Toyota Production System. Just-in-time, or JIT, is widely regarded and widely practiced worldwide. The concept of just-in-time comes from Taiichi Ohno, one of the two founders of the Toyota Production System. Taichi Ohno said in quite clear terms that inventory is ‘waste’. Yet financial and operating systems are built around the principle that inventory is an asset. (To an engineer, this seems a minor technical issue; if you don’t have the inventory as an asset then you still have the money in the bank that you didn’t spend.)
JIT will keep inventories at a lower level. Inventories are subject to damage and obsolescence to be sure. They require space to store, tie up money at a price. But when something does go wrong in JIT, and an expected shipment is late, or out of spec, the cost to manufacturing productivity is significant.
With JIT, compared to a Just in Case inventory system, it is more difficult to produce unexpected volumes of orders, or produce different models than were forecast. If customer demand changes and parts are needed which are not on order, then production lines are stopped, or repeatedly changed over, employees wait for materials to arrive, backorders mount and customers complain.
The point of this discussion is not to suggest JIT is wrong or right, but that the individual circumstances of a manufacturing operation should be considered when making an inventory choice. Logistically if a supplier is in the next block or city, JIT makes much more sense than if product is delivered from half a world away. Financially JIT seems to make more sense when interest rates are high as they were in post war Japan when Ohno adopted it.
• Case Study: Product pruning is a strategy which considers discontinuation of a product or brand in response to declining demand or insufficient financial returns. Product pruning enables a company to dedicate resources to more profitable products or brands. “Insufficient financial returns” are of considerable interest to manufacturing, because some products require more resources, and / or cause more problems, than others. If management practices product pruning, it might very well improve manufacturing productivity by removing a problematic product from a catalog.
• Mechanization and technology have a significant effect on manufacturing productivity, as far as the number of man hours per unit is concerned. Management strategy, as well as the availability and financial justification of improved technology, determines the emphasis given to mechanization.
An example of this is automation of any type. Invest capital in machinery and equipment, and if you choose wisely, equipment will produce more than the previous manual method. There will be fewer man hours required, but on the other hand capital will be expanded and maintenance costs will rise.
Speaking of maintenance costs, preventative maintenance is a highly regarded practice. But it is expensive in itself, requires qualified people to perform it, and puts equipment out of service while the PM is being performed. And as a counter to that, presumably if the machine had not had PM, it might break down at a more inopportune time. And / or cause scrap.
• The amount of overhead cost per direct labor man-hour is grossly lower if two or three shifts per day are worked rather than one.
• An internal planning strategy may allow product to be scheduled even though not all components are available and approved. When parts are not in fact available on the date that product is due to be manufactured, it is manufacturing productivity that bears the brunt of the cost. Case Study: In 2022, most auto manufacturers build autos, except for a transistor or two, and park them until the world-wide electronic shortage eases. That has to be the right strategy,
• These brief examples of some inter-relationships between strategy and productivity will be explored in workshops, covering a wide range of subjects.
The overall guidance that Manufacturing Productivity intends to bring to the subject of management strategy is to suggest that potential change be discussed, and the negative effects brought out as well as the positive ones, leading to the most effective overall solution.
Exercises for Strategy and Productivity:
In your area of responsibility, please note the most important factors which you have learned or been reminded of, which merit attention. Note briefly what actions are called for now, the opportunity available, the priority anticipated and any resource who should be associated with the issue. Discuss this please with person to whom you report, and / or with the session group.
Thanks for your attention through this manual. See you next time.
Project Studies

Set up or adapt a filing system for manufacturing productivity, using your normal preferences in programs and / or hard copies to do so.
In the filing system, for workshop #1, enter a section which relates to the most significant factors, that you intend to apply quickly, and would expect to return to use frequently.
in this filing system, you may well have a to-do list, and be sure to list the anticipated activities with a consideration of just when you and the resources under your control can physically get to the action point. Not all desirable actions can be taken immediately, so be sure not to get too much on your plate, now or in the future.
Create a list of the important processes and concepts that you believe are most practical for immediate use in your job. Discuss with the person to whom you report and start to put into effect those processes on which you agree. In this discussion, consider, during the assessment, those answers as well that you jointly find unsatisfactory, which you believe will have a significant effect on your activities.
Return to the early sections of the program, the Introduction, the Preliminary Analysis, and the Executive Summary. Briefly review these sections now that you have had the benefit of the manual and add into your files any pertinent sections to assist in your overall concept of productivity.
Program Benefits
Production
- Work Measurement
- Labor Efficiency
- Constraints Management
- Workload Balance
- Methods Standardization
- Manufacturing Reporting
- Changeover Completion
- Personnel Assignment
- Cost Reduction
- Capacity Utilization
Management
- Production Forecasting
- Reduced Cost
- Schedule Attainment
- Problem Prioritization
- Processes Control
- Outcome Analysis
- Plant Loading
- Indirect Labor
- Cycle Time
- Facility Planning
Finance
- Standard Costs
- Variance Analysis
- Labor Requirements
- Metrics Reliability
- Production Reporting
- Equipment Justification
- Overhead Allocation
- Labor Costing
- Improvement Evaluation
- Profit Improvement
Client Telephone Conference (CTC)
If you have any questions or if you would like to arrange a Client Telephone Conference (CTC) to discuss this particular Unique Consulting Service Proposition (UCSP) in more detail, please CLICK HERE.